This review covers what Omni Metalcraft manufactures, where their systems genuinely outperform competitors, where they struggle, and how to determine if they're the right choice for your facility.
TLDR: Key Takeaways
- Omni Metalcraft specializes in heavy-duty pallet and bulk material conveyor systems for industrial applications
- Their SPR and CDLR systems excel at high-throughput pallet handling with zero-pressure accumulation
- Not suited for lightweight parcels, food-contact sanitary environments, or tight budgets
- Custom configurations often carry extended lead times that can strain project timelines
- Working with an experienced distributor improves spec accuracy and long-term support
What Is Omni Metalcraft?
Omni Metalcraft Corp. (OMC) is an Alpena, Michigan-based industrial conveyor manufacturer founded in 1976 with over 40 years of experience in heavy-duty material handling. They focus on heavy-duty systems designed for manufacturing, warehousing, palletizing, and distribution environments.
OMC sits in the mid-to-high tier of industrial conveyor manufacturers — not the cheapest option, but engineered for demanding applications where reliability and load capacity are non-negotiable. Their equipment is typically sold through distributors and systems integrators rather than direct to end users, making distributor choice an important variable in the buying decision.
A few things worth knowing before you evaluate OMC for your facility:
- Sold exclusively through distributors and integrators — not direct
- Built for high-load, high-cycle industrial environments, not light-duty use
- Supports projects from single conveyor lines to full automation system integration
Omni Metalcraft's Core Conveyor Lines
Chain Driven Live Roller (CDLR)
CDLR is OMC's flagship heavy-load pallet mover. It uses a chain-driven mechanism to move loaded pallets along a defined path and is commonly used in palletizing, end-of-line packaging, and warehouse staging zones.
OMC's CDLR systems are built for demanding environments. Key specs include:
- Roller diameters from 1.9" to 4"
- Load capacity: 1,500 to 15,000 lbs per zone
- Speeds up to 150 feet per minute
- Drive motors from 1/4 to 5 horsepower
SPR-Driven Systems
Smart Power Roller (SPR) technology embeds low-voltage brushless motors in individual rollers, enabling zone-by-zone control. SPR operates on 24V DC power and allows for zero-pressure accumulation (ZPA) and on-demand energy use.
This modular design means zones can be added, reconfigured, or replaced without tearing out an entire line — reducing long-term maintenance cost and extending system life in evolving facilities.
Gravity and Belt Conveyor Lines
OMC also offers gravity roller conveyors and belt conveyors for lighter-duty or supplemental roles in a larger system. These lines are less differentiated from competitors than their powered pallet solutions, but they connect directly with multi-zone material handling systems.
Where Omni Metalcraft Conveyors Excel
Heavy-Load Pallet Handling
OMC's CDLR and SPR systems are engineered to handle full pallet weights reliably across multi-shift operations. According to Douglas Equipment's catalog data, OMC systems can handle loads up to 16,000 lbs in steel handling applications.
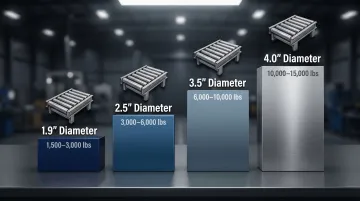
Load Capacity by Roller Diameter:
- 1.9" diameter: 1,500-3,000 lbs
- 2.5" diameter: 3,000-6,000 lbs
- 3.5" diameter: 6,000-10,000 lbs
- 4.0" diameter: 10,000-15,000 lbs
OMC's structural steel frame construction and drive mechanisms hold up under sustained heavy use where lighter-duty systems degrade.
Zero-Pressure Accumulation with SPR
SPR zone control allows pallets to queue without contact pressure between loads, reducing product damage, collision risk, and noise. Each zone powers independently, stopping its rollers when a load reaches the next occupied zone.
In end-of-line packaging and high-SKU distribution, that zone independence keeps load sequencing intact without relying on operator intervention. According to RMH Systems, ZPA systems power only active zones — preventing product damage and reducing mechanical wear over time.
Practical benefits for high-throughput facilities include:
- Eliminates load-on-load contact during accumulation
- Reduces noise levels in zone queuing areas
- Lowers maintenance frequency on drive components
- Supports sequenced release for sortation or palletizing
Energy Efficiency at Scale
Because SPR drives activate only in occupied zones, overall energy draw is lower than legacy line-shaft or chain-driven-only systems. Russell Conveyor research shows that Motor Driven Roller (MDR) systems save 50-75% energy through "Run on Demand" operation.
A study of a 900-foot MDR system demonstrated annual consumption of 87,010 kWh compared to 223,816 kWh for a conventional system — representing 61% energy savings.
Integration Capability
OMC systems integrate with a range of automation components:
- Scissor lifts and pit-mounted workstations
- Pop-up blade stops and diverters
- Photo-sensor feedback systems
- Robotic palletizers and pick-and-place units
- Metal detectors and quality inspection stations
OMC's Solution Spotlights catalog documents 11 integrated system applications across automotive, beverage, food, metal, distribution, and electronics industries.
Where Omni Metalcraft Falls Short
Not Suited for Lightweight or Small-Parcel Applications
OMC's product engineering is optimized for heavy industrial loads. If your operation handles small packages, poly bags, or light cartons on standard belt lines, OMC's systems are overbuilt and overpriced for that use case.
According to Cisco-Eagle, belt conveyors are better suited for small, unstable items, while roller systems excel at heavy-load accumulation. OMC's Lineshaft systems rate at just 15 lbs per roller for light duty — a stark contrast to CDLR's 1,500+ lb capacity.

For applications handling loads under 50 lbs per unit, lighter-duty belt or accumulation systems from parcel-focused manufacturers will deliver better value.
Limited Appeal for Food-Grade Sanitary Environments
OMC's standard conveyor construction uses materials and designs suited for industrial manufacturing — not the washdown-rated, hygienic stainless-steel construction required in direct-contact food processing.
Food-grade conveyor requirements are specific. Per NCCAS and 3-A Sanitary Standards, compliant systems must meet:
- FDA/USDA compliance with stainless steel construction
- IP65/IP69K ingress protection ratings for washdown environments
- Maximum 32 micro-inch Ra surface finish on all food-contact surfaces
While OMC offers stainless steel as a custom option, there is no evidence of NSF or 3-A certification. Facilities requiring these standards should evaluate purpose-built food-grade conveyor specialists instead.
Higher Upfront Capital Cost
OMC systems are premium industrial equipment, and their pricing reflects that. For facilities with tight capital budgets or seasonal/temporary needs, the upfront cost may be prohibitive compared to lighter-duty options.
Rental or lease options through a distributor can help bridge this gap for facilities that need capacity without the full capital commitment.
Lead Time Risk on Custom Configurations
OMC's strength — custom-engineered solutions — creates a real scheduling risk for facilities with tight ramp-up deadlines. Custom orders can stretch timelines in ways that standard catalog equipment won't.
Complex multi-zone systems with integrated automation require engineering time, fabrication, and testing before they ship. Build this into your project schedule and raise lead time requirements early with your distributor — not after the purchase order is signed.
Integration Complexity Requires Expertise
Improper zone configuration, sensor placement, or load calculations on SPR-driven and automated CDLR systems can quietly undermine performance even after commissioning. These aren't plug-and-play installs.
This makes the quality of the integrating partner as important as the equipment itself. Without proper technical support, even well-engineered systems can fail to deliver expected results.
Is Omni Metalcraft Right for Your Operation?
Ideal Use Case Profile
OMC conveyors are the right fit when you're moving heavy loads (pallets, drums, bulk industrial materials), running multi-shift or continuous operations, and need a system that integrates with automation.
Industries that benefit most:
- Beverage distribution and palletizing
- Heavy manufacturing and assembly
- Bulk material distribution centers
- End-of-line packaging operations
- Automotive parts handling
Wrong Use Case Profile
If your primary need is lightweight parcel sortation, food-contact conveying, small-footprint workcell solutions, or a tight budget with fast deployment, other conveyor systems are a better fit.
Buying OMC for the wrong application means paying a premium for capabilities you won't use.
Decision Checklist
Not sure where you land? Run through these questions before committing:
- Are you moving loads over 100 lbs on a regular basis?
- Do you run multi-shift or continuous production schedules?
- Do you need to queue products without contact pressure between them?
- Will this system connect to robotics, lifts, or other automation?
- Can you work within a 6-8 week lead time for custom configurations?
- Does the long-term durability and energy savings justify the upfront investment?
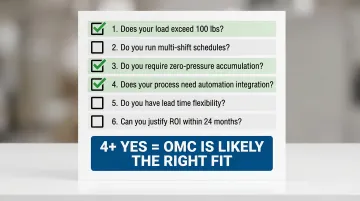
If you answered yes to four or more, OMC is likely the right call. If most answers are no, a lighter-duty or more flexible conveyor platform will serve you better — and cost less to get running.
Getting the Right Omni System: Why Your Distributor Matters
With a manufacturer like OMC — whose systems require proper load calculations, zone planning, sensor integration, and sometimes custom fabrication — the distributor relationship is not just transactional.
The right partner handles more than order placement. A capable distributor will:
- Specify the correct product line based on your load and application requirements
- Flag lead time risks before they become production delays
- Support installation and long-term service after equipment ships
- Maintain parts inventory to minimize downtime when replacement components are needed
John Maye Company is a Waukesha, Wisconsin-based packaging equipment distributor with 40+ years of experience and factory-certified technicians. They help manufacturers across Wisconsin, Ohio, and the broader Midwest specify and source heavy-duty conveyor solutions — including Omni Metalcraft systems — backed by local parts inventory and on-site service support.
Frequently Asked Questions
What types of conveyors does Omni Metalcraft manufacture?
OMC manufactures CDLR (Chain Driven Live Roller), SPR-driven roller, belt, and gravity conveyor systems. All are built for heavy-duty industrial use across manufacturing, warehousing, and distribution environments.
What is a CDLR conveyor and where is it used?
CDLR stands for Chain Driven Live Roller, designed to transport heavy loads like pallets using a chain-driven roller mechanism. It's commonly used in palletizing lines, warehouse staging zones, and end-of-line packaging where reliable heavy-load movement is essential.
How does SPR technology improve conveyor performance?
SPR (Smart Power Roller) embeds brushless motors directly in individual rollers, giving each zone independent control. This enables zero-pressure accumulation and cuts energy consumption by 50–75% compared to traditional line-shaft systems.
Are Omni Metalcraft conveyors suitable for food and beverage facilities?
OMC systems work well for beverage distribution and palletizing operations but are not designed for food-contact or high-sanitation applications requiring NSF or washdown-rated construction. Facilities needing 3-A sanitary compliance should evaluate specialized food-grade conveyor manufacturers.
What are typical lead times for Omni Metalcraft conveyor systems?
Standard configurations typically ship in 4–6 weeks. Custom-engineered systems run 8–12 weeks or longer depending on complexity.
How do I know if I need a distributor to buy Omni Metalcraft equipment?
OMC equipment is sold through distributors and integrators who handle specification, configuration, and support. For multi-zone or automated systems, working with an experienced local distributor is critical — improper setup can directly compromise performance.