Introduction
E-commerce fulfillment is under unprecedented pressure. U.S. parcel volume is projected to reach 24.6 billion packages in 2026—roughly 66.8 million packages per day.
Conveyors are the backbone of this throughput, moving goods automatically between receiving, picking, packing, and shipping zones without manual intervention.
That throughput depends entirely on picking the right conveyor. Not all systems are built for fulfillment workflows — a conveyor optimized for manufacturing may lack the gentle handling, zone control, and WMS integration that parcel operations require. The wrong choice results in damaged goods, jammed lanes, and missed delivery windows.
What follows breaks down the conveyor types best suited to fulfillment environments and the key factors that should drive your decision.
Key Takeaways
- Conveyors automate goods movement between receiving, picking, packing, and shipping—reducing manual labor and cutting order cycle times
- Top conveyor types for fulfillment: zero-pressure accumulation (MDR), belt, sortation, spiral, and extendable systems
- Selection depends on throughput volume, product type, facility layout, scalability needs, and WMS/WCS integration
- System costs range from under $10,000 for basic extendable units to $500,000+ for full sortation installs—complexity drives the gap
- A regional specialist like John Maye Company can size and source the right system before you commit to a vendor
Overview of Conveyor Systems in Fulfillment Warehouses
Fulfillment warehouse conveyors are mechanical or motorized systems that transport goods through inbound, storage, picking, packing, and outbound shipping stages.
In a fulfillment environment, conveyors deliver measurable operational gains:
- Reduce picker travel time between zones
- Eliminate manual tote and carton carrying between stations
- Enable continuous product flow through pick, pack, and ship
- Support higher order-per-hour rates at scale
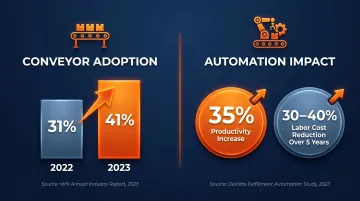
The business case is clear. Conveyor deployment in distribution centers jumped to 41% in 2023, up from 31% the prior year, making it one of the fastest-growing automation categories alongside AMRs and robotic arms. Warehouses that adopted automation saw a 35% increase in productivity, with labor cost reductions of 30–40% projected over five years.
While many conveyor types exist, only specific designs are optimized for fulfillment environments where speed, accuracy, zero-damage handling, and integration with order management systems are non-negotiable.
Best Conveyors for Fulfillment Warehouses
These five conveyor types cover the full range of fulfillment needs — from zone-based accumulation and high-speed sortation to vertical transport and dock-side loading.
Zero-Pressure Accumulation Conveyor (MDR — Motor Driven Roller)
MDR conveyors use individual motorized rollers in independently controlled zones, allowing items to accumulate without contact. This "zero-pressure" feature protects fragile goods and prevents jams, making MDR the default choice for high-volume fulfillment centers handling mixed product types.
Key fulfillment advantages:
- Enables zone-to-zone flow with automatic gap control
- Integrates natively with WCS/WMS for zone-based routing
- Supports speeds of 25–180 FPM (up to 254 FPM in specific configurations)
- Reduces product damage significantly compared to standard belt or gravity systems
Johnson Electric's Dynamic Zone Control technology delivers throughput improvements of up to 250% compared to traditional MDR conveyors.
| Feature | Details |
|---|---|
| Key Feature | Zero-pressure accumulation zones prevent product collisions; each zone activates independently via photo eye sensors |
| Best Fulfillment Use | Picking-to-packing lanes, sortation induction, shipping line buffering |
| Typical Drive Voltage | 24V DC—energy-efficient and compatible with modern warehouse control systems |
John Maye Company offers MDR conveyor solutions from leading manufacturers including SOCO System, with modular designs and impact-proof rollers tailored for high-volume fulfillment operations.
Belt Conveyor
Belt conveyors are the most versatile and widely deployed type—a continuous belt over pulleys or rollers can transport cartons, polybags, totes, and irregularly shaped packages across flat or inclined paths.
For fulfillment specifically, belt conveyors handle mixed SKU profiles without reconfiguration. They run reliably on inclines between mezzanine levels and pack stations, carry a low unit cost, and integrate easily with mid-line labeling or scanning equipment. Over 65% of U.S. distribution centers rely on conveyor belt systems, reflecting decades of proven performance.
| Feature | Details |
|---|---|
| Key Feature | Handles wide range of package sizes and shapes; available in flat, incline, decline, and curved configurations |
| Best Fulfillment Use | Induction feeding to sorters, outbound pack-to-ship lanes, connecting mezzanine levels to ground floor |
| Belt Material Options | Rubber, PVC, fabric—selection depends on item weight, surface friction needs, and environmental conditions |
John Maye Company provides belt conveyors with multiple bedding options (roller, plate), customizable widths from 7 7/8" to 23 5/8", and lengths up to 33 feet, with specialized stainless steel options for food-grade and pharmaceutical applications.
Sortation Conveyor
Sortation conveyors are systems designed specifically to identify, divert, and route individual items to designated lanes or destinations—critical for high-SKU fulfillment operations where multiple orders must be packed and dispatched simultaneously.
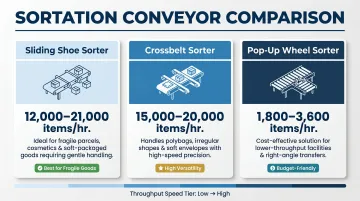
These systems enable parallel order fulfillment by automatically directing items to the correct pack station, shipping lane, or carrier chute — no manual intervention required. Common subtypes include sliding shoe sorters (gentle handling, high speed), pop-up wheel sorters, and narrow belt sorters. Sliding shoe sorters process 200–350 cartons per minute (approximately 12,000–21,000 items per hour), while crossbelt sorters handle 15,000–20,000 items per hour for high-density operations.
| Feature | Details |
|---|---|
| Key Feature | Automated item diversion via barcode scan or RFID read—routes products to correct destination without manual intervention |
| Best Fulfillment Use | Multi-carrier shipping sortation, zone routing in pick-and-pass systems, return processing |
| Common Subtypes | Sliding shoe sorter, pop-up wheel sorter, narrow belt sorter—each suited to different item types and throughput rates |
Throughput by subtype:
- Sliding shoe: 12,000–21,000 items/hour; ideal for fragile goods and retail-ready packaging
- Crossbelt: 15,000–20,000 items/hour; handles polybags, irregular shapes, and small items
- Pop-up wheel: 1,800–3,600 items/hour; cost-effective for lower-throughput operations
Spiral / Vertical Conveyor
Spiral conveyors are space-saving systems that transport items vertically between floors or levels using a continuous helical belt path—available in powered-ascent and controlled-descent configurations.
Multi-level facilities and mezzanine pick modules need vertical movement without giving up floor space to ramps or elevators. Spiral conveyors solve this directly — throughput reaches up to 3,000 items per hour, and Ryson spiral conveyors reduce required floor space by 80–90% compared to traditional incline/decline systems.
| Feature | Details |
|---|---|
| Key Feature | Compact vertical footprint connects multiple levels without interrupting horizontal conveyor flow |
| Best Fulfillment Use | Mezzanine-to-ground-floor carton flow, connecting pick modules to outbound packing areas |
| Direction Options | Powered ascent for up-travel; controlled descent for downward movement; both maintain product orientation |
Extendable / Telescopic Conveyor
Extendable conveyors are retractable belt or roller systems that extend directly into trailers or shipping containers—reducing walk distance and physical labor during truck loading and unloading.
Inbound receiving and outbound shipping are the highest-labor, most time-sensitive points in any fulfillment operation. Telescopic conveyors accelerate truck turnaround, reduce dock worker injury risk, and keep cartons moving without a forklift on every run. Loading time drops by up to 50% compared to manual methods, with measurable reductions in trailer dwell time and worker fatigue.
| Feature | Details |
|---|---|
| Key Feature | Extends 20–60+ feet into trailers; retracts to minimal footprint when not in use |
| Best Fulfillment Use | Inbound receiving dock, outbound parcel loading, cross-dock operations |
| Drive Type | Belt or skatewheel; gravity or powered—selection depends on package weight and dock workflow speed |
John Maye Company offers flexible and extendable conveyor solutions with variable lengths and modular configurations to meet dynamic material handling needs at loading docks.
How We Chose the Best Conveyors for Fulfillment Warehouses
We evaluated each conveyor against fulfillment warehouse demands, not general industrial benchmarks. The criteria focused on throughput capacity, product handling gentleness, WMS/WCS integration capability, and performance across inbound, picking, packing, and outbound stages.
Common mistakes operations managers make when selecting conveyors:
- Choosing systems based solely on unit cost rather than total cost of ownership (including maintenance and downtime)
- Selecting conveyors designed for manufacturing rather than parcel/carton flow
- Overlooking scalability for seasonal order surges
- Ignoring integration compatibility with existing warehouse management systems
John Maye Company, based in Waukesha, Wisconsin, has over 40 years of packaging and material handling experience serving warehousing and e-commerce operations across the Midwest. The team provides custom engineering consultation, system design support, and integration assistance to prevent costly mismatches between conveyor type and workflow reality.

The company partners with SOCO System, Omni Metalcraft, and Brenton Industrial Packaging to deliver conveyor solutions across industries including food and beverage, pharmaceutical, and retail distribution.
Conclusion
The right conveyor for a fulfillment warehouse is the one that fits your specific workflow stage, product type, throughput demand, and integration requirements — not necessarily the cheapest option or the most technologically advanced.
Audit your current fulfillment flow before buying. Identify where manual handling, bottlenecks, or product damage is occurring, then match the conveyor type to that specific pain point rather than choosing based on what's most commonly used.
John Maye Company has spent over 40 years helping Midwest fulfillment and packaging operations find and implement the right equipment. Contact the team to discuss which conveyor solution fits your facility's workflow and growth plans:
- Phone: 1-800-441-6293
- Email: info@johnmayecompany.com
Frequently Asked Questions
What is a conveyor belt in a warehouse?
A warehouse conveyor belt is a continuous loop of material (rubber, PVC, or fabric) driven by motorized pulleys to transport goods between areas of a facility. It reduces manual handling, connects operational zones like picking and packing, and enables continuous product flow through fulfillment stages.
What types of conveyors are used in warehouses?
Main types include belt, roller (gravity and powered), MDR/zero-pressure accumulation, sortation, spiral, chain, slat, and extendable conveyors. Each suits different load types and workflow stages: belt for versatility, MDR for gentle accumulation, sortation for automated routing, spiral for vertical transport, and extendable for dock operations.
What is the cost of industrial conveyor?
Costs vary by type and complexity: gravity roller sections run $100–$2,000, standard belt conveyors $2,000–$10,000, and MDR accumulation systems $4,000–$10,000 for 10–20 feet. Integrated sortation lines can reach several hundred thousand dollars. Budget an additional 15–25% for installation.
What type of conveyor is best for e-commerce fulfillment?
MDR/zero-pressure accumulation conveyors and sortation conveyors are most commonly deployed in e-commerce fulfillment for their ability to handle high volumes of mixed-size parcels, prevent product damage through zone-based control, and integrate with WMS software for accurate routing. Belt conveyors complement these systems for induction and transport stages.
How do I choose the right conveyor for my fulfillment warehouse?
Identify the workflow stage (inbound, picking, packing, or shipping), assess product type and weight, determine throughput requirements, evaluate floor space constraints, and confirm integration compatibility with existing warehouse management systems. Working with an experienced distributor ensures the conveyor matches your specific operational needs rather than general industry trends.
What is zero-pressure accumulation in conveyor systems?
Zero-pressure accumulation means items in adjacent conveyor zones never physically touch. Each zone is independently controlled so products stop and hold without upstream items colliding, protecting fragile goods, eliminating jams, and enabling smooth zone-to-zone flow via photo eyes and WCS software.