
Introduction
Frozen food producers face a packaging challenge unique to their environment — high-speed, high-volume output combined with cold, condensation-prone facilities operating at temperatures as low as -40°C to -60°C in tunnel blast freezers. Add in a wide variety of SKU sizes, seasonal volume spikes, and the expectation of round-the-clock reliability, and equipment selection becomes a critical production decision.
The wrong case erector creates bottlenecks at the end of the line, slows freezer throughput, and drives up labor costs. Food manufacturing downtime averages $169,889 per hour — a figure that makes equipment reliability non-negotiable.
With 44% of food industry leaders experiencing equipment-related interruptions at least monthly, case erection equipment must handle cold environments, varied case sizes, and rapid changeovers without hesitation.
This guide covers the best case erectors purpose-suited for frozen food production, the key features that matter in cold-environment packaging lines, and what to evaluate before buying.
Key Takeaways
- Case erectors automate corrugated shipping case forming and bottom-sealing, replacing slow manual assembly on high-speed frozen food lines
- Prioritize corrosion-resistant construction, cold-rated sealing systems, sub-10-minute changeover, and 20–40+ cases-per-minute output
- Top options include the Pearson CE35-UG (35 CPM), Wexxar BEL WF30 (30 CPM), and SOCO System models available through Midwest distributors
- Match erector speed to at least 120% of peak downstream demand to prevent bottlenecks
- Work with manufacturer-trained regional distributors for fast parts access and 24-hour service response
Why Frozen Food Producers Need Specialized Case Erectors
While case erectors are common across food manufacturing, frozen food facilities present specific operational challenges. IQF freezer tunnels operate at -18°C to -34°C, and tunnel blast freezers reach -40°C to -60°C, creating severe condensation risks that interfere with sensors, cardboard handling, and adhesive performance. Adjacent packaging areas experience cold drafts and moisture as product transitions from freezer to packaging.
Production lines downstream of IQF freezers often run at burst speeds requiring high case output to keep pace with freezer throughput of 1,000-10,000 lbs per hour. Mismatched equipment creates costly bottlenecks: unplanned downtime costs mid-sized facilities $5,000-$10,000 per hour in lost output.
SKU complexity adds another layer of pressure. Frozen food producers typically manage:
- Rapid SKU expansion, with branded manufacturers adding an average of 57 new SKUs over five years
- Low-volume variants that consume nearly 10% of total capacity through changeovers alone
- Multiple product formats, retail case sizes, and seasonal editions requiring fast, repeatable changeovers
These operational demands make equipment selection especially consequential for producers running lean labor models. Fully automatic case erectors — rather than semi-automatic formers — eliminate manual box handling and keep pace with automated fill and seal systems downstream.
Food processing labor costs are rising roughly 5% annually. Automation projects in this space typically achieve payback within 1.5-3 years, making case erection a practical entry point for offsetting labor inflation and reducing ergonomic injury risk.

Best Case Erectors for Frozen Food Producers
The following case erectors are selected based on automation capability, speed range, cold-environment durability, sealing reliability, and proven deployment in food production environments.
Pearson Packaging Systems — CE35-UG
Pearson Packaging Systems (Spokane, WA) builds rugged, high-reliability automation equipment. Their CE35-UG is a compact fully-automatic case erector designed for ultra-small RSC and HSC cases—common in single-serve frozen food formats.
The CE35-UG handles case sizes as small as 5" × 3.5" × 3.5" at speeds up to 35 cases per minute, making it one of the few erectors suited to small-format frozen food retail cases. Changeover takes 3-5 minutes using no-tool quick-release kip handles with HMI-guided instructions on an Allen-Bradley OptixPanel touchscreen.
The system is PackML compliant for MES/ERP integration via Allen-Bradley CompactLogix PLC with plant-level Ethernet connectivity—useful for multi-SKU frozen food lines tracking production data in real time.
For cold environments, Pearson offers a cold/humid low-temperature package with heaters and dryers for electrical enclosures, stainless steel construction options, NEMA4X enclosures, and limited low-pressure washdown capability.
| Feature | Specification |
|---|---|
| Speed | Up to 35 cases per minute |
| Sealing Method | Hot melt glue (Nordson melter) or tape (Dekka pressure-sensitive head) |
| Case Size Range | Min: 5" × 3.5" × 3.5"; Max: 16" × 12" × 14" |
| Best For | Small-format RSC/HSC cases; single-serve or club-pack frozen food producers |
A-B-C Packaging Machine — Model 300
A-B-C Packaging Machine Corp. (Tarpon Springs, FL) has a decades-long track record in food and beverage packaging automation. The Model 300 targets mid-range production lines running 15-25 cases per minute—a common speed range for regional and mid-size frozen food processors.
Key differentiators: The ergonomic low-level floor-load magazine accommodates warped or banded cases—a realistic issue with corrugated in high-humidity freezer environments where cardboard quality can vary. The all-mechanical drive powered by a 1 HP motor delivers continuous motion with a precision squaring walking beam transfer system that consistently squares cases during transport.
Non-contact sensors monitor machine functions without physical contact, reducing contamination risk and improving reliability in condensation-prone environments.
| Feature | Specification |
|---|---|
| Speed | 15-25 cases per minute |
| Sealing Method | Hot melt adhesive or tape |
| Best For | Mid-size frozen food processors; lines with variability in case blank quality |
Wexxar BEL — WF Series
Wexxar BEL (a ProMach brand, designed and built in Canada) is a leading North American manufacturer of fully automatic case erectors and sealers, widely adopted across food processing environments. The WF Series covers a broad speed range for continuous, high-volume operation.
Cold-environment advantages: The WF Series uses a patented Pin & Dome mechanical case opening system that is unaffected by air quality or moisture—a direct benefit in condensation-prone cold areas where vacuum-based systems can lose grip and stall. Paint-free construction using anodized aluminum and stainless steel reduces corrosion risk in humid environments. Tool-less, color-coded changeover takes approximately 7 minutes.
| Feature | WF20 | WF30 |
|---|---|---|
| Speed | Up to 20 CPM | Up to 30 CPM |
| Sealing Method | Tape (Dekka SE-22 stainless steel tape head) or hot melt | Tape (Dekka SE-22 stainless steel tape head) or hot melt |
| Best For | Mid-range automation lines | High-volume frozen food lines prioritizing throughput consistency |

SOCO System — Case Erector Line
SOCO System is a Danish packaging automation manufacturer with 50+ years in operation and a strong presence in the U.S. food and beverage sector. John Maye Company serves as a regional distributor for SOCO System, giving Midwest frozen food producers direct access to equipment, parts, and factory-trained service support.
What makes it relevant: SOCO System offers the SOCO Pack AHS (hot melt) and ATS (tape) series for frozen food lines. The ATS series runs at 6-18 cases per minute depending on model (BE-2200 through BE-2600), handling case sizes from 5⅛" × 7⅞" × 4" up to 35⅜" × 27⅜" × 21⅔".
The AHS series features a Nordson ProBlue Flex hot melt system with 9 lbs capacity, Siemens PLC with HMI touchscreen, and Festo-engineered pneumatics. Magazine capacity holds approximately 190 case blanks (b-flute basis), with noise levels maxing at 74 dBa. Stainless steel construction is available for food-grade environments.
Midwest advantage: Sourcing through John Maye Company provides regional proximity, 24-hour parts shipping from 2,500+ SKU inventory, manufacturer-trained technician support, and on-site service across Wisconsin, Illinois, Indiana, Michigan, Ohio, Minnesota, and Iowa with typical 24-hour response times.
| Feature | SOCO Pack AHS | SOCO Pack ATS |
|---|---|---|
| Speed | 10-12 CPM (BE-2200/BE-2300) | 6-18 CPM (model dependent) |
| Sealing Method | Hot melt (Nordson ProBlue Flex) | Tape |
| Best For | Midwest producers needing hot melt reliability with local service backup | Midwest producers running varied case sizes with tape sealing preference |
Combi Packaging Systems — 2-EZ HS and 2EZ-A Series
Combi Packaging Systems (North Canton, OH) specializes in semi-automatic and fully automatic case erectors and sealers, with strong focus on food and beverage production. Their systems are known for versatility across RSC case styles and continuous-duty environments.
Where it fits: The 2-EZ HS Series offers speeds up to 20, 25, or 30 CPM depending on model, with precision servo motor drive technology and a 50" powered walk-in magazine for easy loading. The 2EZ-A Series provides field-upgradeable speed from 15-30 CPM, handling minimum case sizes down to 7" × 4" × 5".
Both series use tape sealing (3M NPH+ 2" tape head) with heavy-duty welded steel construction backed by a lifetime frame warranty. Compact footprints around 8-9 feet square suit crowded freezer-room floors. Integration with Combi case packers creates erect-pack-seal combo solutions that reduce overall footprint and eliminate transfer points.
| Feature | 2-EZ HS Series | 2EZ-A Series |
|---|---|---|
| Speed | 20-30 CPM (model dependent) | 15-30 CPM (field-upgradeable) |
| Sealing Method | Tape | Tape |
| Best For | Food producers needing flexible case-size range; operations with limited floor space | Food producers needing flexible case-size range; operations with limited floor space |
Key Features to Look For in a Case Erector for Frozen Food Production
Cold-Environment Construction
Frozen food facilities expose equipment to condensation, moisture, and temperature swings in areas adjacent to blast freezers and IQF tunnels. Look for:
- Stainless steel or corrosion-resistant frames — Prevents rust and material degradation from prolonged moisture exposure
- Sealed bearings — Protects internal components from water ingress
- NEMA4X electrical enclosures — Guards control panels against condensation and washdown spray
- Cold/humid environment packages — Heaters and dryers for electrical components prevent condensation-related failures
- Non-contact sensors — Photoelectric sensors tolerate moisture without false triggers, unlike mechanical or vacuum-based systems

These features aren't standard on all machines. Specify cold-environment options when ordering — retrofitting is costly or impossible.
Sealing Method Compatibility
Your sealing method must perform reliably at your actual operating temperature. The two primary options behave very differently in cold environments.
Hot melt adhesive:
- Standard application temperatures: 121°C-204°C (250°F-400°F)
- Freezer-grade formulations (e.g., ASA-8257M) applied at 280°F-320°F are specifically designed for refrigerator, freezer, and blast chiller environments
- Bonds to wax-coated and varnished corrugated common in frozen food packaging
- Meets FDA 21 CFR 175.105 for food contact adhesives
- Stronger bonds on difficult substrates but adds consumable cost and maintenance (tank cleaning, nozzle maintenance)
Pressure-sensitive tape:
- Standard PSA recommended application: 59°F-95°F (15°C-35°C)
- Cold-application tape (3M Scotch 311+) extends to 20°F (-6.6°C) application temperature
- IPG cold-temperature tapes apply at 35°F; service temperature (holding strength) extends to -40°F
- Simpler system with lower maintenance but adhesion weakens below rated application temperature
For packaging areas adjacent to freezer exits with ambient temperatures below 50°F, specify freezer-grade hot melt or cold-application tape rated to your actual operating temperature — not the product's maximum service range.
Speed and Throughput Matching
Match case erector output (cases per minute) to downstream fill line and upstream freezer output. IQF spiral freezers process anywhere from 1,000 to 10,000+ lbs/hr depending on model and product type; mismatched equipment creates bottlenecks or idle time.
Sizing guideline: Size the case erector to at least 120% of peak downstream demand to prevent bottlenecks during burst production periods. Most frozen food lines require erectors capable of 20-40+ CPM depending on product format.
The five manufacturers reviewed offer speeds from 10 CPM (SOCO System) to 35 CPM (Pearson CE35), covering small-batch through high-speed frozen food production.
Changeover Speed and Case-Size Range
Frozen food producers typically run multiple SKUs across multiple case sizes. Given that low-volume variants can consume a significant share of available capacity through changeovers alone, changeover efficiency directly impacts line utilization.
Target specifications:
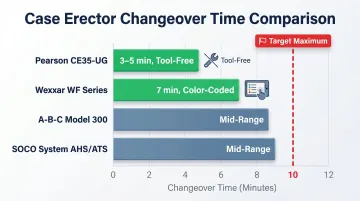
- Changeover time: Under 10 minutes (Pearson: 3-5 min; Wexxar: 7 min)
- Tool-free changeover: Quick-release mechanisms, color-coded adjustments, no wrenches required
- Broad case-size range: Verify minimum and maximum dimensions cover your SKU portfolio
- HMI recipe storage: Save changeover settings per SKU to reduce setup errors and time
HMI and Line Integration
Modern case erectors should include HMI for operator control, fault diagnostics, and recipe storage across case formats. Confirm:
- PackML compliance for MES/ERP integration if your facility uses centralized production monitoring
- Ethernet connectivity for real-time data collection and remote diagnostics
- PLC control (Allen-Bradley, Siemens) for precise timing and integration with upstream/downstream equipment
This matters most for larger frozen food operations running lights-out or reduced-crew shifts, where automated fault reporting is the difference between a quick fix and a prolonged line stoppage.
How We Chose the Best Case Erectors
We evaluated each machine against documented performance in frozen food environments — assessing speed range, sealing reliability, cold-environment durability, and parts and service support. The goal was to surface equipment that holds up in real production conditions, not just spec sheets.
Common buyer mistakes to avoid:
- Selecting on price alone — purchase price typically represents only 20-30% of total equipment cost over a decade
- Underestimating downtime costs — unplanned repairs run 3-5x more than preventive maintenance, and 44% of food manufacturers report equipment-related stoppages every month
- Trusting rated speed over verified performance — actual throughput depends on your specific case blanks, adhesive type, and ambient temperature
- Overlooking changeover time — facilities running 10+ SKUs per shift can lose hours of daily capacity if setup takes 20+ minutes per change
Avoiding these mistakes means knowing which machine features actually connect to line performance. Here's what to prioritize:
Key selection factors tied to frozen food production:
- Corrosion-resistant construction holds up in cold, humid environments and lowers long-term maintenance costs
- Fast changeover (under 10 minutes) directly affects SKU flexibility and utilization when you're managing a growing product portfolio
- Consistent sealing prevents case failures during transport and frozen storage — reducing product damage claims at the distribution level
- Local distributor support determines recovery speed after a mechanical issue — 24-hour parts availability and certified technicians are the difference between a two-hour fix and a two-day stoppage
Conclusion
For frozen food producers, a case erector is a production-critical asset, not a commodity purchase that must perform reliably in demanding cold, high-output environments across varied case formats. The right machine reduces labor dependency, eliminates case-forming bottlenecks, and supports consistent throughput from freezer to case packer.
Evaluate total cost of ownershipbeyond purchase price, including changeover frequency, sealing consumable costs, expected uptime, and the responsiveness of service and parts support in your region. With food manufacturing downtime averaging $169,889 per hour and 44% of facilities experiencing monthly equipment-related interruptions, reliability and service response matter as much as rated speed.
For frozen food producers in Wisconsin, Ohio, and across the Midwest, John Maye Company offers:
- 40+ years of packaging equipment expertise
- Manufacturer-trained technicians with on-site service across seven Midwest states
- 24-hour parts shipping from a 2,500+ SKU inventory
- Typical 24-hour response times when your line needs it most
Contact John Maye Company at 1-800-441-6293 or info@johnmayecompany.com to identify, source, and support the right case erector for your line.
Frequently Asked Questions
What is a case erector used for in frozen food production?
Case erectors automatically form flat corrugated blanks into open, bottom-sealed shipping cases ready for product filling. They eliminate manual box assembly and keep pace with high-speed frozen food production lines, reducing labor costs and ergonomic injury risk.
What is the difference between a case erector and a case sealer?
A case erector forms and bottom-seals an empty box before filling, while a case sealer closes and seals the top of a filled case. Both are separate stages of end-of-line packaging, though some combo machines handle both functions in a single footprint.
How to package frozen food for retail?
Frozen food retail packaging involves primary packaging (bag, tray, or carton), secondary packaging into retail-ready or shipper cases, and maintaining cold chain requirements throughout. Automated case erectors and sealers handle the secondary packaging stage, making them essential equipment for high-volume retail-ready frozen food lines.
What is a food packaging machine?
Food packaging machines are automated equipment used to form, fill, seal, label, or pack food products — including case erectors, case sealers, fillers, wrappers, and labelers. They're built to meet food-grade sanitation standards and production speed requirements.
Can case erectors operate reliably in cold or freezer-adjacent environments?
Yes, case erectors can be configured for cold environments, but buyers must confirm stainless steel or corrosion-resistant construction, sealed bearings, moisture-tolerant non-contact sensors, and cold-rated adhesive systems (freezer-grade hot melt or cold-application tape) to ensure reliable performance near freezers or in condensation-prone areas.
How fast should a case erector run for a frozen food production line?
Speed requirements depend on downstream fill line output and product format. Most mid-to-large frozen food operations require 20–40+ cases per minute. The erector's rated speed should match or slightly exceed peak line output — a common target is 120% of peak demand — to prevent bottlenecks during burst production periods.


