
Yet not all case sealers meet food-grade requirements. Equipment that cannot withstand washdown procedures, lacks stainless steel construction, or fails to meet NSF/ANSI standards creates contamination risk, compromises food safety audits, and can lead to costly production stoppages. Choosing the wrong equipment means more than lost efficiency—it means regulatory exposure.
This guide covers the top case sealer options for food manufacturers, what differentiates them, and the specific features to prioritize when evaluating equipment for wet, chilled, or high-hygiene production environments.
Key Takeaways
- Case sealers automate corrugated case closing using tape or hot melt glue — and in food plants, they're subject to strict food safety compliance requirements
- Food manufacturers need stainless steel construction, washdown-rated enclosures, and consistent sealing to prevent contamination
- Leading options include 3M-Matic, Wexxar/BEL, Loveshaw/Signode, Combi Packaging Systems, and Endoline — each suited to different throughput levels
- Choosing the right sealer comes down to sealing method, line speed, NSF/ANSI compliance, and access to local service support
What Are Case Sealers and Why Do Food Manufacturers Need Them
A case sealer (also called a box sealer) is equipment used for closing or sealing corrugated boxes—most commonly Regular Slotted Containers (RSC)—using pressure-sensitive tape, hot melt adhesive, or water-activated tape at the end of packaging lines. These machines apply consistent tension and seal strength to prevent box failure during transit.
For food manufacturing, sealed cases protect product integrity during distribution, reduce contamination exposure, and satisfy retail compliance requirements. But food facilities demand more than standard industrial equipment. Packaging sealing lines fall under HACCP frameworks as Critical Control Points (CCPs), where "sealing strength" is a defined critical limit—compromised packaging can allow contamination during storage or transport.
Modern food-grade case sealers go well beyond standard industrial builds. Key features to look for include:
- Fully automatic operation for consistent seal quality at line speed
- Toolless box size adjustment to handle multiple SKU formats without downtime
- Stainless steel frames and sealed electrical enclosures for sanitary compliance
- IP-rated drives rated for washdown and wet processing environments

Best Case Sealers for Food Manufacturers
The following case sealers are evaluated based on their documented suitability for food manufacturing environments, covering sealing method, throughput capacity, sanitary design, and ease of integration into existing lines.
3M-Matic Case Sealers
3M-Matic is one of the most widely deployed tape-based case sealing systems globally, with 20 models categorized under Food & Beverage applications spanning uniform and random case sealers for light to medium-duty production lines.
The lineup offers broad compatibility with standard corrugated case sizes, consistent tape tension control via proprietary AccuGlide taping heads, and easy tape roll changeover. Parts and service availability is among the widest in North America. The 700a-s model is the only 3M-Matic sealer with documented stainless steel construction, designed specifically for corrosive and high-moisture environments.
| Key Models | Sealing Method | Line Speed |
|---|---|---|
| 700a-s (stainless steel) | Pressure-sensitive tape (2" or 3" widths) | Up to 30 CPM |
| 7000a Pro (adjustable/uniform) | Pressure-sensitive tape | Up to 40 CPM (marketing claim); 24 CPM (technical specs) |
| 7000r Pro (random) | Pressure-sensitive tape | Up to 24 CPM |
| 8000r (random, side belt) | Pressure-sensitive tape | Up to 15 CPM |
Most 3M-Matic models lack explicit stainless steel or washdown certification but are listed for food and beverage use. The 700a-s is the standout for wet or high-moisture food production environments.
Wexxar/BEL Case Sealers
Wexxar/BEL, a ProMach brand, is known for heavy-duty, industrial-grade case sealers used in high-volume food and beverage applications. The lineup includes semi-automatic and fully automatic configurations with both tape and hot melt sealing options.
The BEL 252 features a DEKKA SE-22 stainless steel tape head and paint-free construction using anodized aluminum and stainless steel throughout. That corrosion-resistant build suits high-humidity or washdown-adjacent environments. No specific NSF or IP ratings were documented on manufacturer pages.
| Key Models | Sealing Method | Line Speed |
|---|---|---|
| BEL 252 (fully automatic, uniform) | Pressure-sensitive tape | Up to 25 CPM |
| BEL 270 (fully automatic) | Hot melt adhesive | Not specified |
| BEL 300 (fully automatic, random) | Pressure-sensitive tape | Not specified |
| BEL 180 (semi-automatic, random) | Pressure-sensitive tape | Not specified |
For lines that need corrosion resistance but don't require full direct-spray washdown, the BEL 252 hits the right balance between durability and cost — making it worth considering before stepping up to fully hygienic-grade equipment.
Loveshaw (Little David) Case Sealers
Loveshaw's Little David brand—owned by Signode Industrial Group—is a long-established name in semi-automatic and automatic tape case sealers. The lineup is common in food processing and co-packing operations due to durable construction, ease of operator use, and fast tape changeover.
The LD-16A is the high-throughput workhorse at up to 43 CPM, but the standout for food manufacturing is the LD-Xss RTE, the only Little David model with non-tubular stainless steel design explicitly engineered for food processing washdown environments and pathogen sanitization.
| Key Models | Sealing Method | Line Speed |
|---|---|---|
| LD-16A (fully automatic, uniform) | Pressure-sensitive tape (2" or 3") | Up to 43 CPM |
| LD-Xss RTE (semi-automatic, stainless steel) | Pressure-sensitive tape | Not specified |
| LD-16AR (fully automatic, random) | Pressure-sensitive tape | Not specified |
| LD-24 (fully automatic, compact) | Pressure-sensitive tape | Not specified |
If your operation requires a tape-only sealer with maximum throughput, the LD-16A delivers. For washdown-mandatory environments like RTE food processing, the LD-Xss RTE is the only Signode model built for that purpose.
Combi Packaging Systems
Combi Packaging Systems manufactures integrated case erecting and sealing systems commonly deployed in food and beverage operations requiring a single-footprint solution. Their TBS series is available in sanitary washdown configurations with both tape and hot melt sealing options.
Combi leads on documented sanitary design. Their washdown models include stainless steel construction, water-shedding surfaces, no hollow areas or penetrating fasteners, and continuous welds. Toolless disassembly supports rapid inspection and cleaning between runs. The TBS-100 HS reaches up to 40 CPM with tape or hot melt options.
| Key Models | Sealing Method | Line Speed |
|---|---|---|
| TBS-100 (automatic, uniform) | Tape or hot melt (Nordson ProBlue Liberty tankless system) | 20 CPM |
| TBS-100 HS (automatic, high speed) | Tape or hot melt | 40 CPM |
| TBS-100R 20 (automatic, random) | Tape | 20 CPM |
| TBS-100 SA (semi-automatic) | Tape or hot melt | 20 CPM |

Combi is the strongest documented option for RTE, meat, poultry, and dairy operations requiring full washdown capability and USDA/FDA-compliant construction. Their sanitary design goes beyond stainless steel to include hygienic enclosures, sloped control panels, and niche-free surfaces.
Endoline Case Sealers
Endoline is a UK-headquartered manufacturer (over 11,000 machines installed worldwide since 1981) gaining traction in North American food markets for stainless steel, fully washdown-rated case sealing machinery. Their equipment is particularly suited to wet, chilled, and high-hygiene food production environments.
The 734 random sealer is available in stainless steel and noted for "high-hygiene food production" suitability, including use by global snack and biscuit manufacturers. Dartronics, Inc. handles North American distribution — a single-distributor model that may affect service response times in the Midwest compared to manufacturers with broader regional networks.
| Key Models | Sealing Method | Line Speed |
|---|---|---|
| 613 (fully automatic, pre-set) | Tape (50mm) | 25 CPM |
| 734 (fully automatic, random, stainless available) | Tape (38/50/75mm widths) | 18-20 CPM |
| 400 Series (fully automatic) | Hot melt glue | Not specified |
| Semi-auto range | Tape or hot melt | Up to 30 CPM |
Endoline is a strong technical fit for fresh produce, dairy, meat, and seafood lines — but factor in that single-distributor coverage before committing if rapid on-site service is a priority for your facility.
Key Features to Look for in a Food-Grade Case Sealer
Sanitary Construction and Washdown Capability
Food manufacturers must prioritize stainless steel frames, sealed electrical enclosures, and IP-rated drives. Machines that cannot be cleaned down with water or cleaning agents create contamination risk and compromise food safety audits. NSF/ANSI 2 establishes minimum food protection and sanitation requirements for materials, design, fabrication, and construction of food handling equipment, while NSF/ANSI 51 covers materials used in constructing commercial food equipment.
Not all "general purpose" case sealers meet these requirements. Look for documented features such as:
- Water-shedding surfaces with no hollow areas or penetrating rivets
- Continuous welds that prevent bacterial harborage
- Toolless disassembly for inspection and cleaning
Equipment without these specifications introduces audit risk.
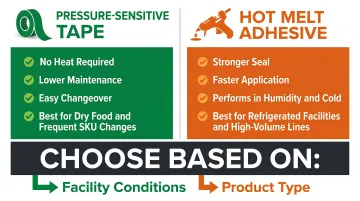
Sealing Method — Tape vs. Hot Melt
Pressure-sensitive tape offers lower maintenance, no heat requirements, and easy changeover. Hot melt adhesive provides a stronger seal, faster application speeds, and better performance in humid environments, making it ideal for refrigerated food facilities or cold storage operations.
The choice should align with your facility conditions and product type:
- Tape: Best for dry food packaging, frequent SKU changes, and operations prioritizing simplicity
- Hot melt: Best for cold/humid environments, high-volume operations, and stronger bond requirements
Adjustability and Changeover Speed
Quick, toolless case size adjustment is critical for food manufacturers running multiple SKUs. Slow changeovers translate directly to lost line time. Uniform case sealers are manually set to one box size per run and require adjustment when dimensions change. Random case sealers automatically detect and adapt to varying case heights and widths — no manual intervention needed.
Random models reduce changeover time to zero but typically top out at 12-24 CPM, compared to 20-43 CPM for uniform models. Choose based on SKU variety and volume requirements.
Line Speed and Throughput Compatibility
Match machine rated speed (cases per minute) to existing line output. Over-specifying creates unnecessary upfront cost; under-specifying creates bottlenecks. Typical speed ranges include:
- Semi-automatic: 8-20 CPM
- Fully automatic, uniform: 20-43 CPM
- Fully automatic, random: 12-24 CPM
- High-speed automatic: 40 CPM
Factor in case size variability, product weight, and upstream equipment speed when calculating required throughput.
After-Sales Service and Parts Availability
For food manufacturers, downtime means direct product loss — so service response time matters as much as the machine itself. Evaluate distributors on parts availability, technician access, and how fast critical components like tape heads, drive belts, and sealing mechanisms can reach your floor.
John Maye Company maintains 2,500+ SKUs in parts inventory, employs factory-certified technicians, and backs orders with a 24-hour ship guarantee. For Midwest food facilities, that depth of support directly limits the cost of an unexpected equipment failure.
How We Chose the Best Case Sealers
Each machine on this list was assessed based on documented suitability for food manufacturing environments — covering construction standards, sanitary configurations, sealing method options, throughput range, and operator reputation in food and beverage production.
One mistake buyers frequently make: evaluating case sealers on price or brand name alone, without confirming whether the construction actually meets food-grade requirements.
The factors weighted most heavily include:
- Stainless steel or washdown-rated construction (not painted steel that degrades in wash-down environments)
- Verified speed ratings at real food production volumes, not just spec-sheet maximums
- Integration compatibility with existing conveyor systems and packaging lines
- Parts and service availability across the Midwest and broader U.S.
These criteria narrow the field — but the right machine still depends on your production volume, facility environment, product type, and budget. This list isn't exhaustive, and other reputable brands exist. Before purchasing, consult with a packaging equipment specialist who can match the spec to your line.
Conclusion
Food manufacturers face unique demands when selecting case sealing equipment. Sanitary compliance, throughput reliability, and fast service response directly shape food safety outcomes, audit results, and day-to-day production efficiency.
That's why total cost of ownership matters more than spec sheets alone. Three factors carry as much weight as the machine itself:
- Changeover efficiency on mixed SKU lines
- Cleaning compatibility with food-grade sanitation protocols
- Service network depth, including local parts availability
A machine that goes down without nearby technician support can erase any upfront savings within a single production shift.
Food and beverage manufacturers in the Midwest can contact John Maye Company—with 40+ years of packaging equipment expertise, factory-certified technicians, and comprehensive parts inventory—to get guidance on selecting and sourcing the right case sealer for their production environment. Call 1-800-441-6293 or email info@johnmayecompany.com.
Frequently Asked Questions
Can a sealer be used in food processing?
Yes, case sealers are widely used in food processing and packaging lines. However, equipment selected for food environments should feature sanitary construction (stainless steel, washdown-rated) and comply with NSF/ANSI 2 and NSF/ANSI 51 standards. Not all general-purpose case sealers are suitable for direct food-area deployment.
What is a carton sealer?
A carton sealer (also called a case sealer or box sealer) is a packaging machine that closes and secures corrugated carton flaps using tape or hot melt adhesive. These machines run at the end of packaging lines in food manufacturing, e-commerce, and distribution operations to prepare cases for shipment.
What is the machine called that seals food bags?
Machines that seal flexible food bags are called bag sealers or impulse sealers, which use heat-seal technology. Case sealers close corrugated shipping cases — food lines typically use bag sealers for primary packaging and case sealers for secondary packaging.
What is the difference between a uniform and a random case sealer?
Uniform sealers are fixed to one case size and require manual adjustment for dimension changes, while random (adjustable) sealers automatically adapt to varying heights and widths. Random models suit food manufacturers running multiple SKUs, though they typically top out at lower speeds than uniform models.
What sealing method is better for food manufacturing — tape or hot melt?
Both are used in food manufacturing. Pressure-sensitive tape requires no heat and is easier to maintain, while hot melt adhesive provides a stronger seal and performs better in humid or cold environments like refrigerated food facilities. The right choice depends on product type, case format, facility conditions, and throughput requirements.
How fast do case sealers operate on a food production line?
Case sealer speeds vary by model and configuration. Semi-automatic systems typically operate at 8-20 cases per minute, while fully automatic uniform sealers range from 20-43 CPM. Fully automatic random sealers typically achieve 12-24 CPM. Machine speed must be matched to upstream production line output to avoid bottlenecks or idle time.


