Introduction
A single auto parts manufacturing facility processes hundreds of components simultaneously — from micro fasteners weighing mere grams to 300+ lb engine blocks — all moving between machining centers, robotic welding stations, inspection cells, and packaging lines. The global auto parts manufacturing market is projected to reach $2,818.9 billion by 2034, and conveyor systems form the backbone keeping this massive flow efficient and uninterrupted.
Not all conveyors are built for the unique demands of auto parts production. Variable part weights, tight geometric tolerances, and integration with CNC machines and robotics require purpose-built systems. Choose the wrong conveyor, and you'll face bottlenecks, unplanned downtime, and safety risks. With automotive plant downtime costing over $2.3 million per hour, selecting the right conveyor system is a direct operational and financial decision — this guide breaks down the best options by application, load type, and production environment.
Key Takeaways
- Auto parts lines need conveyors that handle everything from small fasteners to heavy engine blocks
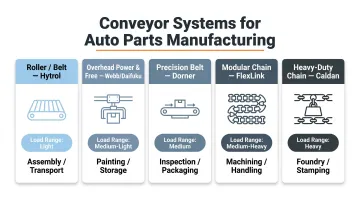
- The five best systems are roller, belt, overhead, slat/chain, and power & free — each suited to specific part sizes and production stages
- Match your conveyor to four factors: load capacity, automation compatibility, space layout, and maintenance access
- Midwest manufacturers benefit from local distributor support for rapid parts availability and less downtime
Overview of Conveyor Systems in Auto Parts Manufacturing
Industrial conveyor systems are mechanized transport platforms that move materials between production stages. In auto parts manufacturing, they address a specific challenge: components ranging from micro fasteners to 300+ lb engine blocks must move precisely between machining, assembly, inspection, and packaging stations with zero manual handling.
The U.S. auto parts manufacturing market alone is valued at $647.15 billion, and the automated material handling equipment market is projected to grow from $71.26 billion in 2025 to $151.92 billion by 2033. That growth is being driven by manufacturers replacing manual handling with conveyor-based automation — a shift happening across plants of every size.
Parts manufacturers, though, face a different set of pressures than full-vehicle assembly facilities:
- Components vary dramatically in size and weight, from small fasteners to engine blocks, requiring flexible handling systems
- Production volumes demand reliability across millions of cycles without unplanned downtime
- Conveyors must integrate directly with stamping presses, CNC machines, robotic welding cells, and vision inspection systems
Getting the conveyor type wrong for a given application creates bottlenecks that compound across every downstream station — which is why the sections below focus on matching system type to specific use case.
Best Conveyors for Auto Parts Manufacturers
The following systems were selected based on load capacity range, verified adoption in auto parts facilities, automation integration capabilities, durability in industrial environments, and manufacturer track record. The profiles are ordered roughly light-to-heavy by load range — use that as a starting filter when matching a system to your application.
Hytrol Conveyor Co.
Hytrol is one of North America's most widely deployed conveyor manufacturers, offering belt, roller, and accumulation systems suited for light and medium-duty automotive applications. Founded in 1947 and headquartered in Jonesboro, Arkansas, the company operates two manufacturing facilities totaling over 700,000 square feet.
Key differentiators:
- Modular design enables line reconfiguration without full system replacement
- EZLogic zero-pressure accumulation prevents part-to-part collisions through sensor-based zone control
- 150+ integration partner network simplifies parts access and service across the Midwest
| Feature | Details |
|---|---|
| Conveyor Types Offered | Belt-over (slider bed and roller bed), live roller (chain, belt-driven, 24V MDR, lineshaft), zero-pressure accumulation |
| Best Suited For | Small to medium auto parts (brackets, housings, sub-assemblies); accumulation zones in mixed-model production lines |
| Key Differentiator | EZLogic self-diagnostic zone control reduces troubleshooting time and integrates with existing PLC systems |
Jervis B. Webb (Daifuku)
For mid-to-heavy components that move through multi-station processing lines, Jervis B. Webb is the benchmark. Acquired by Daifuku in 2007, Webb is a specialist in overhead, power & free, and towline conveyors with deep roots in automotive OEM and Tier 1 supplier applications. Founded in 1919 in Detroit, Webb developed the rivetless chain conveyor adopted by Ford Motor Company — a technology foundation that continues in Daifuku's current product line.
Key differentiators:
- Handles demanding automotive environments from light stampings to 3,000 lb assemblies
- Integrates directly with robotic welding, painting, and surface treatment stations
- Engineering support available for custom system design in high-throughput facilities
| Feature | Details |
|---|---|
| Conveyor Types Offered | Unibilt power & free (overhead and inverted), enclosed track, towline (floor-mounted) |
| Best Suited For | Medium to heavy auto parts (castings, housings, engine blocks); multi-station processing lines requiring independent carrier control |
| Key Differentiator | Load capacity range of 25 lb to 3,000 lb per four-trolley load bar covers the full spectrum from small stampings to heavy assemblies |
Dorner Manufacturing
Dorner is a Wisconsin-based precision conveyor manufacturer specializing in low-profile belt and chain systems designed for smaller auto parts such as fasteners, sensors, gaskets, and sub-assemblies requiring accurate positioning and gentle handling.
Key differentiators:
- Tool-free belt changes cut maintenance downtime to approximately five minutes
- Compact footprint works well in tight plant layouts common in Tier 2 supplier facilities
- Cleanroom-compatible models available for precision part manufacturing environments
| Feature | Details |
|---|---|
| Conveyor Types Offered | 2200 Series low-profile belt, Precision Move, AquaGard (washdown), FlexMove (flexible chain) |
| Best Suited For | Small precision parts (fasteners, sensors, machined components under 120 lbs); robotic pick-and-place stations |
| Key Differentiator | Precision Move achieves +/- 0.010 inch repeatability at production speeds — a lower-cost alternative to servo positioning systems |
FlexLink
FlexLink is a global manufacturer of modular conveyor systems using stainless steel and plastic chain, widely used in auto parts facilities requiring flexible line layouts that adapt as product mixes change. Based in Gothenburg, Sweden, and part of the Coesia Group, FlexLink originated in the automotive mechanical parts industry.
Key differentiators:
- Modular design enables fast layout changes without specialized tools
- Multi-directional flow supports curves, inclines, merges, and diverters for complex routing
- RFID-tracked pallet transport supports Industry 4.0 integration and real-time throughput monitoring
| Feature | Details |
|---|---|
| Conveyor Types Offered | Aluminum plastic chain (6 systems), stainless steel plastic chain (3 systems), pallet transport (4 configurations) |
| Best Suited For | Mixed-model production lines; Tier 2 suppliers running multiple part numbers; flexible assembly cells |
| Key Differentiator | RFID-integrated pallet transport enables intelligent, tracked production flows with minimal reconfiguration downtime |
Caldan Conveyor
When part weights exceed what belt or roller systems can handle — engine blocks, transmissions, axle assemblies — Caldan is the specialist. The company builds heavy-duty chain and slat conveyors with overhead capacity up to 10,000 kg, backed by 4,500+ global installations over 60 years of operation. Caldan established a U.S. subsidiary in Chicago in 2024.
Key differentiators:
- Overhead capacity up to 10,000 kg and floor-mounted capacity up to 2,000 kg
- Floor-level and overhead configurations available to optimize space in constrained facilities
- Low-maintenance chain drive systems built specifically for heavy industrial environments
| Feature | Details |
|---|---|
| Conveyor Types Offered | Overhead power & free (P&F380, P&F400, P&F420), floor power & free (P&F100-P&F160), heavy-duty monorail |
| Best Suited For | Heavy auto parts (engine blocks 150-300 lbs, transmission housings, large castings); surface treatment lines |
| Key Differentiator | Turn-key delivery including in-house PLC programming, ERP connectivity, and integrated system visualization |

Key Features to Look for in Auto Parts Conveyors
Load Capacity and Part Compatibility
Auto parts manufacturing involves an unusually wide weight range — from sub-gram fasteners to 300+ lb castings. Select conveyors based on the heaviest part in a given line, not the average. The system must also accommodate part geometry without tipping, jamming, or requiring custom fixtures that slow changeovers.
Integration with Robotics and Automation
Robotic arms, vision systems, and CNC handoffs require conveyors with:
- Stop-and-go motion control for precise positioning
- PLC or SCADA communication protocols
- Sensor integration for part presence detection
- Repeatable positioning accuracy (critical for robotic picking)

Without these capabilities, errors accumulate at handoff points — and that's before factoring in the cost of unplanned downtime.
Maintenance Access and Serviceability
In high-volume auto parts facilities, conveyor downtime halts downstream assembly. When evaluating total cost of ownership, prioritize:
- Accessible drive components (not buried behind guards)
- Local parts availability through regional distributors
- Manufacturer-certified service support
- Documented maintenance intervals and procedures
With automotive downtime averaging $2.3 million per hour, a conveyor's serviceability matters more than its purchase price.
How We Chose the Best Conveyors
Our evaluation criteria included:
- Industry adoption in verified auto parts manufacturing environments
- Load capacity range covering the spectrum from small fasteners to heavy castings
- Integration compatibility with automation systems, robotics, and control networks
- Service and parts support availability through regional distributors
- Manufacturer reputation for reliability and uptime
These criteria exist because buyers consistently get tripped up in the same ways: choosing on upfront price alone, overlooking integration compatibility with existing automation, or selecting general manufacturing systems without validating automotive-specific performance data.
Each factor ties to a measurable business outcome:
- Proven reliability cuts unplanned downtime and the costs that follow
- Strong integration compatibility eliminates engineering rework and project delays
- Local service depth — such as the manufacturer-trained technicians and 2,500+ SKU parts inventory available through distributors like John Maye Company — determines how fast a line recovers after a breakdown

No single conveyor works for every auto parts application. Validate any selection against actual part dimensions, production volumes, facility layout constraints, and existing automation infrastructure before committing to a system.
Conclusion
Auto parts manufacturers have more conveyor options than ever. The right choice comes down to matching system capabilities to specific production demands — part weight, throughput speed, automation integration, and long-term serviceability — rather than defaulting to the most familiar brand.
For manufacturers in the Midwest looking for expert guidance on selecting, sourcing, or servicing industrial conveyor systems, John Maye Company brings 40+ years of experience serving manufacturing operations across Wisconsin and Ohio. Their factory-certified technicians can help match the right equipment to your line requirements, backed by 2,500+ SKUs in inventory and a 24-hour ship guarantee on parts.
Contact John Maye Company:
Email: info@johnmayecompany.com
Phone: 1-800-441-6293
Frequently Asked Questions
What type of conveyor is best for heavy auto parts like engine blocks or transmissions?
Heavy-duty chain, slat, or power & free overhead conveyors are the preferred choice for high-weight components. Look for systems rated for at least 1,000-3,000 lbs per carrier. Daifuku's Unibilt power & free handles up to 3,000 lbs, while Caldan's overhead systems reach 10,000 kg — both well-suited for heavy castings and engine components.
What is the difference between a power & free conveyor and a standard overhead conveyor?
Power & free systems use a dual-track design: the top track carries the continuously moving power chain, while the bottom track carries independent carriers that can stop at stations while the main drive continues. Standard overhead conveyors permanently attach carriers to a single moving chain, so all loads move at the same constant speed without independent stopping capability.
How do I choose between a belt conveyor and a roller conveyor for auto parts?
Belt conveyors suit small or fragile parts needing continuous surface support and gentle handling — ideal for precision components, sensors, or gaskets. Roller conveyors are better for heavier, rigid items like pallets, large housings, or parts that can withstand point contact. On auto parts lines, use belts for sub-assemblies under 50 lbs and rollers for robust parts over 50 lbs.
Can conveyor systems be integrated with robotic assembly or CNC machining stations?
Most modern industrial conveyors support PLC integration and can be configured with stop gates, optical sensors, and positioning systems to interface with robotic arms and CNC equipment. Integration depth varies by manufacturer: some, like Caldan, include in-house PLC programming and ERP connectivity, while others rely on third-party integration services.
How often do conveyors in auto parts manufacturing facilities require maintenance?
Maintenance intervals vary by conveyor type and load intensity. Belt systems typically require monthly inspections; chain-driven systems need quarterly lubrication and tension checks. In high-cycle automotive environments, a consistent preventive maintenance routine — covering rollers, drive components, and periodic cleaning — is the most reliable way to avoid unplanned downtime.
What is the average cost range for an industrial conveyor system for auto parts manufacturing?
Basic powered roller or belt conveyors start around $5,000-$15,000 for short runs (10-20 feet). Custom overhead power & free systems with multi-zone control and automation integration typically range from $100,000-$500,000+, depending on length, load capacity, and number of stations.