
Introduction
High-speed snack food production lines demand packaging equipment that keeps pace without creating bottlenecks. Many snack manufacturers struggle with secondary packaging for fragile products—chips, pretzels, popcorn, and extruded snacks leave primary packaging as inflated, nitrogen-flushed pillow bags that need gentle handling and consistent case quality through distribution. Manual case forming on these lines creates labor inefficiency, inconsistent quality, and injury risk.
Case erectors address this directly by automating corrugated shipping case formation from flat blanks, eliminating manual labor while matching the throughput of high-speed bagging equipment. With the global snack food packaging market projected to reach $35.95 billion by 2034, manufacturers who automate case erecting now are building a real edge in labor costs, line speed, and product protection before the next capacity crunch hits.
Key Takeaways
- Case erectors form flat corrugated blanks into ready-to-fill cases at 15–50 per minute — vs. roughly 3 per minute by hand
- Snack lines need tool-free changeover (under 10 minutes), food-grade construction, and gentle forming that won't crush inflated bags
- Leading models include A-B-C Packaging Model 300/330, Wexxar BEL 625, Pearson CE50, Combi 2EZ-A, and SOCO Pack ATS
- Prioritize speed matching to your VFFS line, sealing compatibility, and local service coverage — not just purchase price
Case Erectors in the Snack Food Industry
A case erector automatically takes flat, knocked-down (KD) corrugated cases and erects, folds, and seals the bottom for product loading. In snack food environments, where line speeds frequently exceed 30 bags per minute, manual forming creates both labor costs and quality inconsistencies that compound fast.
Snack-specific challenges:
- SKU changeovers across bag sizes, family packs, and seasonal configurations demand rapid format adjustments
- Nitrogen-inflated bags require precise case dimensions and square corners to prevent bag damage during packing
- Corn meal, potato starch, and seasoning dust accelerate vacuum filter clogging and sensor fouling
- Food-grade compliance requires equipment with accessible cleaning surfaces and approved contact materials
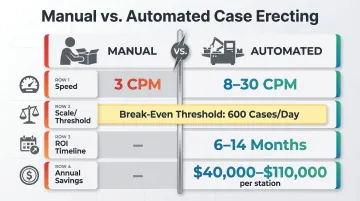
The throughput gap between manual and automated forming is significant:
- Manual: ~3 cases per minute (CPM)
- Automated: 8-30 CPM depending on model
- Break-even threshold: ~600 cases/day on a single 8-hour shift
- Typical ROI: 6-14 months, with annual savings of $40,000-$110,000 per station
The following brands have proven themselves in snack food manufacturing environments based on throughput capability, changeover flexibility, reliability, and industry adoption.
Best Case Erectors for Snack Food Manufacturers
These five case erectors are recognized for reliability, snack-line compatibility, and strong performance records in food manufacturing environments. They span a range of speed tiers, food safety construction options, and service models — so the right fit depends on your line speed, washdown requirements, and how much local support matters to your operation.
A-B-C Packaging Machine Corp. — Model 300 / Model 330
A-B-C Packaging Machine Corporation, based in Tarpon Springs, Florida, has supplied case erectors to snack, dairy, and food processors for decades. The Model 300 targets midrange lines (15–25 CPM); the Model 330 serves higher-speed operations up to 40 CPM.
Key differentiators:
- Ergonomic floor-level KD magazine holds approximately 300 cases (3 stacks) with automatic indexing
- Cam-operated erecting arm over-opens cases for reliable inner flap folding
- Tool-free changeover using rapid-adjust hand cranks and locking handles (minutes, not hours)
- Clear sliding guards with safety interlocks stop machine on opening for operator protection
- Optional Quick Changeover Package adds repeatable position indicators for faster format recalls
Specifications:
| Feature | Model 300 | Model 330 |
|---|---|---|
| Speed Range | Up to 25 CPM | Up to 40 CPM (330HS variant) |
| Sealing Options | Hot melt (M300 Adhesive) or tape (M300T) | Hot melt or tape |
| Changeover | Tool-free via hand cranks; tools required for sealing mandrel on hot melt for major size changes | Intelligent Control electronics for simplified changeover |
| Drive | 1 HP all-mechanical | Optimized for high-speed operations |
| Control | PLC with touchscreen (hot melt models) | PLC control standard |
A-B-C equipment is a regular presence in Food Manufacturing magazine and similar industry trade publications.
Wexxar/BEL (ProMach Brand)
Wexxar Bel has operated under the ProMach packaging group since 1977 and has broad adoption across food and beverage manufacturing in North America. The BEL 625 Robotic Case Erector is their flagship model for food lines.
Key differentiators:
- Integrated robotic arm handles case pickup and erecting with precision servo control
- Sub-30-second changeover via intuitive auto-adjust system
- Walk-in magazine design simplifies KD case loading and jam clearance
- Designed for 99% uptime, reducing unplanned downtime on high-volume lines
- ProMach ecosystem integration allows inline connection with ProMach case packers, palletizers, and labeling systems for turnkey solutions

Specifications:
| Feature | BEL 625 Robotic Case Erector |
|---|---|
| Speed Range | Up to 30 CPM |
| Sealing Options | Tape (standard); 3-inch tape head upgrade available |
| Changeover | Tool-free in under 30 seconds |
| Footprint | 107"(L) x 98"(W) x 67"(H) — approximately 73 sq ft |
| Case Size Range | 7.5"–19.5" (L), 5.5"–15" (W), 6"–15" (H) |
| Control | Integrated PLC with tri-light beacon for tape monitoring |
Wexxar publishes dedicated bakery and snack food industry resources, reflecting its engineering focus on food packaging applications.
Pearson Packaging Systems
Pearson Packaging Systems, headquartered in Spokane, Washington, has over 70 years of experience in box forming automation. Their 24/7 live service support, remote troubleshooting, and 24-hour technician deployment make them a strong fit for snack operations running multiple shifts.
Key differentiators:
- Servo-driven operation (CE50 model) for precise speed and motion control
- Stainless steel construction option with low-pressure washdown capability (limited to 4.3 psi at 10 ft distance)
- PackML-compliant controls simplify integration with existing plant automation
- Allen-Bradley CompactLogix PLC with OptixPanel 2800 Color HMI provides uniform operator interface
- Guided changeover instructions via HMI reduce operator training time
Specifications:
| Model | Speed Range | Sealing | Case Range (Max) | Changeover | Food Safety Features |
|---|---|---|---|---|---|
| CE25 | Up to 25 CPM | Tape or hot melt | 24"x16"x18.5" | Standard | Mild steel standard |
| CE50 | Up to 50 CPM | Tape or hot melt | 23.5"x16"x18.5" | ~10 minutes (trained technician) | Optional stainless steel with low-pressure washdown |
Pearson publishes a dedicated "Bulk Fill System for Snack Food" reference showcasing integrated erect-pack-seal-palletize solutions for bulk snack products.
Combi Packaging Systems
Combi Packaging Systems, located in North Canton, Ohio, specializes in case erecting, packing, and sealing equipment for food and consumer goods manufacturers. Their EZ-Advantage Program delivers equipment in weeks rather than months — a real advantage for snack manufacturers facing seasonal demand surges.
Key differentiators:
- Field-upgradeable speed allows in-the-field upgrades from 15 to 30 CPM without purchasing new equipment
- USDA-approved stainless steel construction (2-EZ Sanitary Series) with food-grade silicone vacuum cups, stainless pneumatic components, and food-grade lubricant
- Water-shedding sloped surfaces with no hollow areas or tubing simplify cleaning
- U.S.-based service network with extended warranty program
- Semi-automatic option (CE-10 at 8–12 CPM) provides a cost-effective entry point
Specifications:
| Feature | 2EZ-A Series | 2-EZ Sanitary Construction |
|---|---|---|
| Speed Range | 15–30 CPM (field-upgradeable) | 15–30 CPM |
| Machine Type | Fully automatic | Fully automatic |
| Construction | Heavy-duty maintenance-friendly design | Stainless steel, USDA-approved, corrosion-resistant |
| Service & Support | Extended warranty program; 1-800-521-9072 | Designed for meat, poultry, and ready-to-eat food plants |
Combi maintains dedicated Food & Beverage case studies on their website.
SOCO System
SOCO System is a Danish-engineered case erector brand (founded 1961) with a strong presence in food, snack, and consumer goods manufacturing. The company operates two manufacturing facilities in Denmark and employs approximately 170 people globally.
In the Midwest U.S., John Maye Company serves as the authorized regional distributor, providing local sales, installation, and factory-certified service support to snack manufacturers across Wisconsin, Ohio, and surrounding states.
Key differentiators:
- Siemens PLC control and Festo pneumatics (standard) ensure reliability and global parts availability
- Compact footprint with easy installation (0.5 kW electrical requirement)
- EasyAdjust changeover system with interchangeable suction plates
- Quiet operation (max 74 dBA) improves plant working conditions
- Right-hand and left-hand configurations accommodate varied line layouts
- John Maye Company regional support: Midwest manufacturers benefit from 40+ years of packaging expertise, 2,500+ SKUs in parts inventory, 24-hour ship guarantee, factory-certified technicians, and rental fleet options for seasonal production surges

Specifications:
| Model | Speed Range | Min Case (LxWxH) | Max Case (LxWxH) | Sealing Options |
|---|---|---|---|---|
| BE-2200 ATS | Up to 18 CPM | 7⅞" x 5⅛" x 4" | 16½" x 11⅘" x 17⁵⁄₇" | Tape (ATS) or hot melt (AHS) |
| BE-2300 ATS | Up to 15 CPM | 11⅘" x 7⅞" x 5⅛" | 24⅖" x 15¾" x 21⅔" | Tape or hot melt |
| BE-2400 ATS | Up to 12 CPM | 11⅘" x 7⅞" x 6" | 32²⁄₇" x 15⅗" x 21⅔" | Tape or hot melt |
| BE-2600 ATS | Up to 6 CPM | 16⅞" x 12¼" x 13¾" | 35⅜" x 27⅜" x 21⅔" | Tape or hot melt |
How We Chose the Best Case Erectors for Snack Food Lines
Equipment on this list was assessed based on throughput capability (CPM), suitability for fragile inflated snack bags, changeover speed for high-SKU snack lines, food-grade construction and hygienic design, sealing method options, total cost of ownership, and demonstrated presence in food/snack manufacturing environments.
Why Snack-Specific Factors Matter
Snack lines often run multiple bag sizes across short production windows. Branded food manufacturers introduce an average of 57 new SKUs over five years, creating shorter batch runs and more frequent changeovers. This SKU proliferation hits packaging capacity hard — through increased changeover downtime, more cleaning cycles, and accelerated mechanical wear.
Operating conditions add another layer of complexity. Snack plants deal with:
- Dusty or oily residue from corn meal, potato starch, and seasoning that degrades vacuum cup integrity
- Sensor fouling from particulate buildup in high-speed environments
- Seasonal volume spikes during Super Bowl week, Halloween, and pre-Christmas runs — demanding either rental access or surge-capable throughput to avoid overtime costs or lost sales
The Evaluation Factors Buyers Overlook
The most common mistake: selecting a case erector on price alone without accounting for changeover downtime or parts availability. PMMI's OpX Leadership Network notes that operating and maintenance costs typically exceed the original purchase price over equipment life. A lower-cost erector with 20-minute changeovers and 3-week parts lead times destroys ROI compared to a higher-cost model with 5-minute changeovers and 24-hour parts availability.

Local service and support should carry as much weight as the machine itself. Fast parts availability and manufacturer-trained technicians are critical in high-speed snack environments where unplanned downtime is expensive. Midwest manufacturers should confirm distributor inventory depth, response time guarantees, and technician factory certification before committing to a purchase.
Conclusion
The right case erector for a snack food manufacturer matches both current line speed and future scalability—balancing throughput, changeover flexibility, food-safe design, and total cost of ownership rather than defaulting to the lowest upfront price. Equipment capable of 25-30 CPM with sub-10-minute changeovers and food-grade construction delivers measurable ROI through reduced labor costs, minimized downtime, and protected product quality.
Before finalizing a purchase, assess service support, parts availability, and distributor relationships—these factors determine long-term line reliability as much as the machine itself.
Midwest snack manufacturers can contact John Maye Company to evaluate SOCO System case erectors or explore rental options for seasonal production surges. John Maye Company brings:
- 40+ years of packaging equipment expertise
- Factory-certified technicians for on-site service
- 24-hour parts shipping to minimize unplanned downtime
- An extensive rental fleet for peak-season flexibility
That combination keeps lines running and ROI on track.
Frequently Asked Questions
What is a case erector and how does it fit into a snack food packaging line?
A case erector automatically forms flat corrugated blanks into open cases ready for product loading. It sits between primary packaging (bagging/VFFS equipment) and palletizing in a snack food line, eliminating manual case forming labor while maintaining throughput rates that match high-speed bagging equipment.
How fast does a case erector need to be for snack food manufacturing?
Required speed depends on actual line output. Midrange snack lines typically need 15-25 CPM while high-speed operations may require 30-50+ CPM. Match case erector CPM to your downstream case packer and upstream VFFS line speed, not just theoretical peak capacity, since mismatched speeds create bottlenecks and reduce overall equipment effectiveness (OEE).
What is the difference between semi-automatic and fully automatic case erectors for snack food?
Semi-automatic models require an operator to position cases while the machine folds and seals, operating at approximately 8-12 CPM and offering a lower upfront cost for lower volumes. Fully automatic models handle the entire process from KD magazine to bottom seal at 15-50+ CPM, suited for high-speed continuous snack production with minimal operator intervention.
How do I manage frequent changeovers when my snack line runs multiple case sizes?
Prioritize case erectors with tool-free or quick-change adjustment systems, since changeover time directly impacts snack line efficiency and OEE. Servo-driven models with PLC-controlled positioning offer the fastest format changes (under 10 minutes), while mechanical systems with repeatable position indicators deliver consistent changeover results with less operator error.
Are case erectors suitable for handling lines that pack inflated or pillow-style snack bags?
Case erectors form the empty case upstream of the packing station and do not contact bags directly, making them compatible with inflated snack bag operations. However, overall line design—including case packer selection, conveyor transitions, and gentle product handling—must account for the delicate nature of nitrogen-flushed pillow bags. Ensure erected cases have precise dimensions and square corners to prevent bag damage during automated packing.
What maintenance does a case erector require in a snack food plant environment?
Routine tasks include daily visual inspection, suction cup cleaning, and belt debris checks, plus weekly vacuum filter cleaning (the most common operational failure point), sensor alignment, and pneumatic fitting inspection. In dusty or greasy snack environments, increase vacuum filter cleaning beyond the standard weekly schedule. Many modern case erectors require no routine lubrication, which is an advantage where lubricants would attract food particulates.


