
Introduction
Many businesses that seal boxes daily face the same recurring problem: how many cases of carton tape should they actually order? Too often, purchasing managers rely on gut feeling rather than calculation — either running short mid-shift and scrambling to find emergency supplies, or accumulating stacks of unused cases that occupy valuable floor space and degrade before they're even opened.
These aren't just inventory annoyances — they're operational consequences with real costs. When tape runs out, production lines stop, workers idle, and shipments miss cut-off times.
Over-ordering carries its own risks. Capital gets tied up unnecessarily, warehouse space disappears, and adhesive quality degrades, particularly when tape sits for 18 months or longer.
This article explains how to calculate the right number of rolls to order based on your actual box volume, what operational factors change that number, and how to build a reliable reorder process that eliminates both stockouts and waste.
Key Takeaways
- Standard carton tape cases contain 36 rolls for 2-inch widths and 24 rolls for 3-inch widths — confirm your supplier's case count before calculating
- Daily roll usage = (daily boxes × tape feet per box) ÷ roll length; multiply by 7 for weekly consumption
- Order quantity must account for supplier lead time, storage capacity, and tape shelf life (12–18 months by adhesive type)
- Recalibrate order quantities quarterly — box volumes and shipping patterns shift more than most operations track
Why Getting Your Carton Tape Order Quantity Right Matters
Carton tape is a high-frequency consumable in warehouses, e-commerce fulfillment centers, and manufacturing operations — it touches every outbound box. When tape stock runs out, the impact is immediate and disruptive. Production lines halt, workers wait, and shipments that needed to go out by 3 p.m. miss their window.
The cost is measurable. A 2025 ABB survey of 3,600 senior leaders found that 83% of industrial decision-makers report unplanned downtime costs a minimum of $10,000 per hour. A two-hour tape stockout represents $20,000 in lost productivity at that baseline rate. Gartner research reinforces the point: unplanned manufacturing shutdowns typically cost four to 15 times more than the price of the missing consumable itself.

Over-ordering carries its own hidden costs. Excess stock ties up working capital, consumes shelf space, and introduces a quality risk most buyers overlook:
- Shelf life: Most carton tapes last 12–18 months when stored properly
- Adhesive degradation: Heat, humidity, and UV exposure shorten that window further
- Carrying costs: Excess inventory costs 20–30% of average inventory value annually, with capital opportunity cost accounting for 8–15% of that total
Cases sitting untouched for two years often become unusable — a write-off that wipes out any bulk discount.
Buying by the case offers real per-roll savings compared to individual rolls — but only if you order the right number of cases. Purchasing more than you can use before expiration erases those savings entirely.
How Many Rolls to Order Based on Your Operation
Calculating the right order quantity starts with understanding what you're actually buying. Most carton tape cases contain 36 rolls for 2-inch widths and 24 rolls for 3-inch widths, though configurations vary by manufacturer and roll length. Machine-length rolls (used in automated case sealers) typically ship 4-6 rolls per case depending on yardage. Confirm the case count with your supplier before using it in any calculation.
Based on Daily or Weekly Box Volume
The core consumption formula is:
(Boxes sealed per day) × (Linear feet of tape per box) ÷ (Roll length in feet) = Rolls consumed per day
Example:
- Your facility seals 500 boxes per day
- Each box uses approximately 4 feet of tape (H-tape method on medium boxes)
- You use 110-yard rolls (330 feet per roll)
Calculation: (500 boxes × 4 feet) ÷ 330 feet per roll = 6 rolls per day
Over a five-day work week, that's 30 rolls. If your cases contain 36 rolls, you'd consume slightly less than one case per week, so an order of 4-5 cases covers a full month.
Tape usage per box varies by sealing pattern:
- Single strip (economy seal): 1-2 strips down the center seam, roughly 2-3 feet total
- H-tape method: Three strips (center seam plus edge flaps), roughly 4-5 feet total
- Cross or full wrap method: Multiple strips around the entire carton, 6-8+ feet depending on box size
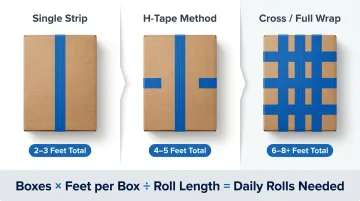
Box count, strip count, and average strip length all feed into the formula. Track actual usage for 2-3 weeks to establish a reliable baseline before committing to a standing order quantity.
Based on Box Size, Tape Width, and Adhesive Type
Larger or heavier boxes require more tape per seal. A double-wall corrugated carton weighing 50-65 pounds typically needs wider tape (3 inches instead of 2 inches), more strips, or reinforced sealing patterns, all of which increase per-box consumption.
Adhesive chemistry also affects usage rates. The two most common types behave differently enough to shift your roll count by 10-20%:
- Hot melt tape bonds instantly with aggressive initial tack, reducing the need for reinforcement strips on clean corrugated. It exhibits significantly higher adhesion and holding power than acrylic, plus higher tensile strength — on cartons with heavy flap memory, fewer strips are typically necessary.
- Acrylic tape requires dwell time to penetrate corrugated fibers and reach maximum adhesion. It performs well across a wider temperature range and in damp or oily environments, but often requires H-taping more frequently in cold or dusty conditions where initial tack is reduced.
Based on Lead Time, Storage Capacity, and Shelf Life
Order quantity should factor in supplier lead time. If restocking takes 5 business days, you need enough stock to cover current usage plus a safety buffer. A simple buffer formula:
(Daily usage in rolls × Lead time in days) × 1.25 safety factor = Minimum stock level
Using the example above (6 rolls per day, 5-day lead time): (6 rolls × 5 days) × 1.25 = 38 rolls minimum (slightly more than one case)
Storage conditions set a practical ceiling on order size. Tape adhesive degrades when exposed to heat, humidity, or UV light. Most manufacturers specify storage at 40-80°F and 40-50% relative humidity, with a shelf life of 12 months (Shurtape, IPG) to 18 months (3M) from date of manufacture or shipment. Bulk ordering only makes sense if you have dry, temperature-stable storage and can rotate stock using first-in, first-out (FIFO) practices.
If you don't have climate-controlled storage, or if your facility experiences seasonal temperature swings, limit orders to what you'll consume within 6-8 months rather than the full shelf life window.
Signs You're Ordering the Right Amount of Carton Tape
A well-calibrated order cycle has clear indicators:
- Replenishment arrives before stock drops below a one-week buffer — no emergency purchases needed
- Cases turn over every 4-6 weeks, meaning adhesive quality stays consistent and nothing expires on the shelf
- No rolls sit unopened for more than six months, so you're not tying up cash in stagnant inventory
Watch your operations team for subtle signs the supply rhythm is off. If workers are stretching tape to make it last, doubling strips unnecessarily, or hoarding "good rolls" for certain shipments, the supply rhythm is off. These behaviors often emerge after repeated stockouts, even if current inventory levels appear adequate.
When ordering is dialed in, your warehouse manager shouldn't be texting you at 2 p.m. asking when the next shipment arrives, and your finance team shouldn't be questioning why three pallets of tape have been sitting untouched for a year.
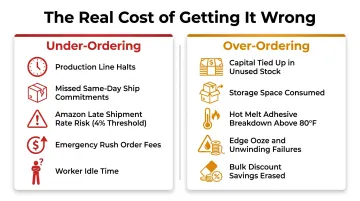
The Real Cost of Over-Ordering or Under-Ordering Carton Tape
Under-ordering consequences: When tape runs out, box sealing stops — and packing halts. In e-commerce and fulfillment environments, even a two-hour delay can affect same-day ship commitments.
Amazon requires sellers to maintain a late shipment rate under 4% or risk deactivation of seller-fulfilled privileges. Research shows 35% of customers cancel orders due to long delivery times — delays compound quickly into lost revenue and damaged customer relationships.
A facility experiencing 10 consumable stockouts per week with 1.5 hours of downtime each loses approximately $46,800 per year in labor costs alone, according to SDI's stockout cost modeling. That figure excludes rush orders, expedited shipping fees, and the opportunity cost of shipments that don't go out on time.
Over-ordering consequences: Capital tied up in unused consumables, storage space consumed by excess cases, and quality risk from adhesive degradation before use. Hot melt tape stored in warm conditions is particularly vulnerable — temperatures above 80°F accelerate adhesive breakdown, reducing bond strength and causing edge ooze or difficulty unwinding.
Both errors trace back to the same root cause: ordering without a usage baseline. Replacing guesswork with a repeatable calculation tied to your actual operational data eliminates this risk entirely.
Best Practices for Ordering Carton Tape by the Case
1. Establish a Usage Log
Track tape consumption weekly for at least 4-6 weeks before committing to a standing order quantity. Log how many cases you open, how many boxes you seal, and any deviations — equipment downtime, seasonal surges, product line changes. This baseline reveals patterns a single week's snapshot won't show.
Note seasonal spikes in advance. E-commerce operations see predictable Q4 volume increases; food and beverage follows harvest cycles. Adjust order quantities 6-8 weeks before the spike hits, accounting for supplier lead time.
2. Set a Reorder Point, Not Just an Order Quantity
A reorder point is the inventory level that triggers a new purchase — distinct from how much you buy. A reorder point of 2 cases means you place an order when stock drops to 2 cases remaining, regardless of when that happens.
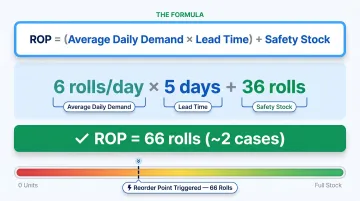
The reorder point formula:
ROP = (Average daily demand in rolls × Lead time in days) + Safety stock
If you consume 6 rolls per day, lead time is 5 days, and you carry 1 case (36 rolls) as safety stock: ROP = (6 × 5) + 36 = 66 rolls (roughly 2 cases for 36-roll configurations)
When inventory hits 66 rolls, place your order. This ties replenishment directly to consumption — not the calendar.
3. Partner With a Supplier Who Can Fulfill Quickly
Fast fulfillment directly affects how much safety stock you need to carry. A distributor with a 24-Hour Ship Guarantee and deep inventory — like John Maye Company's 2,500+ SKU stock — lets you run leaner without risking stockouts. Faster replenishment reduces both over-ordering and emergency purchasing, freeing up working capital and warehouse space.
4. Review and Recalibrate Quarterly
Box volumes, product lines, and packaging specs change over time. A quarterly review of actual tape consumption versus your standing order quantity keeps the formula accurate as operations evolve — and prevents the slow drift toward chronic over- or under-stocking.
Conclusion
There is no universal answer to "how many rolls should I order." The right quantity depends on daily box volume, tape type, sealing patterns, supplier lead time, and storage conditions specific to your operation.
Closing that gap comes down to three steps:
- Calculate consumption from real operational data, not estimates
- Set a reorder point tied directly to that calculation
- Work with a supplier whose lead time is short enough that you don't need to carry six months of safety stock
John Maye Company ships most tape orders within 24 hours, which means your reorder point can stay lean without risking a line stoppage.
Frequently Asked Questions
What is carton tape?
Carton tape (also called box sealing tape or packaging tape) is a pressure-sensitive adhesive tape designed specifically for sealing corrugated cartons. Available in acrylic and hot melt adhesive types, it's used across warehousing, manufacturing, and shipping operations to secure boxes for transport.
How to measure the amount of tape needed for a box?
The standard H-tape sealing method uses tape on the top and bottom center seams plus the side flaps. Measure the box perimeter seam length, multiply by the number of strips applied (typically 3 for H-tape), and that total gives the linear feet of tape consumed per box.
How many rolls of zip tape come in a box?
Zip tape (tear-strip tape) cases most commonly contain 36 rolls, though some configurations ship 24 or 48 per case depending on roll size and manufacturer. Confirm the exact case configuration with your supplier before using it in consumption calculations.
How many cases of carton tape should I keep as safety stock?
Maintain at least 1-2 cases beyond the current week's projected usage, scaled up to cover your supplier's lead time. Operations with high daily box volumes or seasonal surges should carry proportionally larger buffers, typically 2-3 cases or 10-15% of monthly consumption, whichever is greater.
How long does carton tape last in storage?
Most carton tapes have a shelf life of 12-24 months when stored in cool, dry, UV-protected conditions (40–80°F, 40–50% humidity). Heat and humidity accelerate adhesive degradation, so storage environment directly affects usable shelf life.
Does the type of carton tape (acrylic vs. hot melt) affect how many rolls I need to order?
Yes. Hot melt tape offers aggressive initial tack and may require fewer strips per box on clean surfaces, while acrylic tape performs better in temperature extremes but may need more overlap in cold or dusty environments. The adhesive type affects per-box consumption and therefore total rolls needed per week.


