Introduction
Mid-to-high-volume manufacturers face a compounding problem at the end of the line: manual palletizing throttles throughput, inconsistent pallet builds create load stability failures, and chronic labor shortages make staffing second and third shifts increasingly difficult. Research from the Manufacturing Institute projects 2.1 million manufacturing jobs could go unfilled by 2030 — a gap that's accelerating investment in end-of-line automation.
The Brenton HL1000 High-Level Conventional Palletizer — commonly referenced in buyer discussions as the "M-Series" — is an inline palletizer built for operations demanding speed, reliability, and pattern flexibility. (Note: Brenton's M-Series designation officially refers to their case packer line: M2000, M3000, M4000. This guide uses "M-Series/HL1000" to reflect both terms.) As part of the ProMach ecosystem, the HL1000 integrates with upstream case packers and downstream load stabilization equipment.
This guide covers technical specs, real-world performance, industry fit, and how the HL1000 compares to robotic alternatives — giving operations managers and plant engineers a clear basis for evaluating the investment.
What Is the Brenton M-Series/HL1000 Palletizer?
Brenton Engineering and the ProMach Ecosystem
Brenton Engineering operates as a core brand within ProMach, one of North America's largest packaging machinery groups with over 50 product brands across 90+ facilities. This structure gives HL1000 buyers access to an integrated ecosystem of case packers, conveyors, stretch wrappers, labelers, and integration support under a single project umbrella—rather than coordinating multiple equipment vendors separately.
For manufacturers planning multi-phase automation projects, this matters in practical terms: shared control architecture across brands reduces integration complexity, spare parts are standardized, and a single service relationship covers the full line. Standalone equipment manufacturers can't offer that kind of consistency.
Where the HL1000 Fits in Brenton's Lineup
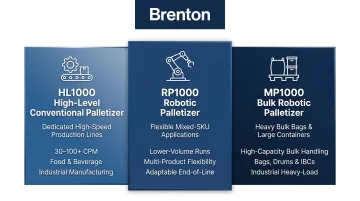
Brenton's palletizing portfolio includes both conventional and robotic systems:
- HL1000 High-Level Conventional Palletizer: High-speed inline mechanical system optimized for 30–100+ cases per minute on dedicated lines
- RP1000 Robotic Palletizer: Articulated robot solution for mixed-SKU flexibility and lower-volume applications
- MP1000 Bulk Robotic Palletizer: Heavy-duty robotic system for bulk bag and large container handling
The HL1000 serves manufacturers running consistent product formats at volume who need proven mechanical reliability over multi-SKU flexibility. Typical buyers operate in food & beverage, household products, or industrial goods sectors, running 60–100+ cases per minute across continuous or multi-shift operations. With over 25 years of engineering heritage since Brenton's 1998 founding, the conventional palletizer line carries a documented track record of durability in demanding production environments.
Key Features and Technical Specifications
The Brenton HL1000 High-Level Conventional Palletizer operates at 30-100+ cases per minute, with actual throughput dependent on case dimensions, pallet pattern complexity, and line configuration. The system uses a high-level infeed design where cases enter at elevation, are formed into rows, then lowered layer-by-layer onto the pallet—minimizing vertical travel distance and cycle time compared to low-level systems.
Maximum load heights typically reach 90-100 inches depending on pallet size and product weight, with weight capacity scaling to match standard industrial pallet ratings (typically 2,500-4,000 lbs per load). The HL1000's mechanical design delivers consistent cycle times regardless of shift or operator—a meaningful advantage when building reliable production schedules around a fixed palletizing station.
Standard Configurations and Layout Options
The HL1000 uses an inline row-forming design: product flows from upstream conveyors, accumulates into complete rows based on the programmed pallet pattern, then transfers as full rows onto the pallet. Row formation happens in parallel with the palletizing motion, which removes the wait time built into pick-and-place robotic systems and keeps throughput high on single-SKU lines.
Configuration features include:
- Standard 40"×48" GMA pallet compatibility (other sizes available)
- HMI-based pattern programming for quick changeovers between layer configurations
- Slip sheet and tier sheet dispensing (optional equipment)
- Compact footprint relative to throughput (15-20 feet of line length)
- Configurable integration points for upstream and downstream equipment
Footprint planning should account for maintenance access zones, particularly around the row-forming area and pallet magazine. Facilities with constrained floor space benefit from the HL1000's vertical design, which minimizes horizontal footprint compared to low-level conventional systems.
Controls, HMI, and Integration
Brenton systems typically employ Allen-Bradley Rockwell PLCs and HMI platforms, consistent with ProMach's standardization on Rockwell Automation controls across brands. For facilities already running AB-based systems, that standardization has real day-to-day value:
- Maintenance staff work in familiar programming environments
- Spare PLC modules interchange across multiple machines on the floor
- VPN-based remote diagnostics run on existing IT infrastructure
The HL1000 integrates with upstream case packers and downstream stretch wrappers through discrete I/O handshaking and network communication protocols. When sourced as part of a ProMach turnkey system, all equipment ships with coordinated control architecture, pre-tested interlocks, and unified HMI navigation—cutting commissioning time significantly versus assembling the same lineup from separate vendors.
Performance and Real-World Applications
Conventional inline palletizing delivers consistent cycle times because the mechanical motion sequence stays identical regardless of pallet pattern. Unlike robotic systems where complex patterns require longer travel paths, the HL1000's row-forming approach holds speed as long as the row configuration fits within the machine's physical envelope.
That consistency pays off in two practical ways: uptime typically runs 95%+ when properly maintained, and new operators can learn pattern changeover procedures in hours rather than days.
Brenton's RP1000 robotic palletizer achieves 14 cases per minute, illustrating the speed differential between robotic flexibility and conventional throughput. The HL1000's mechanical design sustains 2-3× higher speeds on dedicated lines, making it the clear choice when volume justifies line dedication.
Industries Best Served by the HL1000
The HL1000 delivers strongest ROI in these sectors:
- Food & Beverage — bottles, cans, pouches, and cartons running at volume; stainless construction options support hygiene requirements
- Household Products — detergents, paper goods, and cleaning supplies with consistent case dimensions and high daily throughput
- Pharmaceuticals & Personal Care — OTC products, cosmetics, and consumer health items with stable case sizes across runs
- Industrial Goods — hardware, automotive parts, and building materials shipped in standard corrugated cases
The HL1000 suits operations running consistent product formats at volume. It becomes less ideal for highly mixed SKUs with frequent pattern changes — where robotic flexibility outweighs the speed difference — or for fragile and irregular products that need gentler handling than mechanical row formation provides.
Brenton HL1000 vs. Robotic Palletizers: How to Choose
| Decision Factor | HL1000 Conventional | Robotic Palletizers (RP1000 Series) |
|---|---|---|
| Speed/Throughput | 30-100+ CPM sustained | 10-20 CPM typical |
| Product Flexibility | Best for 1-3 SKUs | Handles 20+ SKUs easily |
| Footprint | 15-20 ft inline | Compact cell (10×12 ft) |
| Upfront Cost | $150,000-250,000 typical | $100,000-180,000 typical |
| Maintenance Complexity | Mechanical/pneumatic (familiar) | Requires robot-trained techs |
| Operator Skill Required | Basic training (2-4 hours) | Pattern programming knowledge helpful |
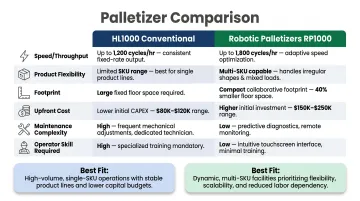
The HL1000 wins on high-speed dedicated lines where throughput justifies equipment specialization. Robotic systems excel when flexibility matters more than raw speed—operations running seasonal SKU rotations, mixed-pallet orders, or lower volumes (under 30 CPM) see faster ROI with robots.
These aren't always mutually exclusive choices. Some facilities deploy a hybrid approach: an HL1000 on the primary high-volume line (handling 70-80% of daily production) with a robotic palletizer on secondary or seasonal lines. Because both options sit within the ProMach/Brenton family, this setup simplifies service coordination and keeps parts sourcing consistent across the floor.
Industry data from OCME indicates conventional palletizers still dominate high-speed beverage and CPG applications, while robotic adoption grows fastest in mixed-SKU distribution and e-commerce fulfillment.
Buyer's Guide: Key Factors to Consider Before You Invest
Before requesting an HL1000 quote, answer these critical questions:
1. Throughput Requirements
- Current daily/shift case volume
- Projected growth over 3-5 years
- Peak seasonal demand spikes
2. Product Specifications
- Case dimensions (L×W×H) and weight range
- Case rigidity and stackability
- Product variability across SKUs
3. Pallet Pattern Complexity
- Number of different layer patterns needed
- Frequency of pattern changeovers
- Load height and stability requirements
4. Facility Constraints
- Available floor space and ceiling height
- Electrical service capacity (typically 480V 3-phase)
- Forklift traffic patterns and pallet staging areas
5. Integration Scope
- Upstream equipment (case packers, conveyors, labelers)
- Downstream equipment (stretch wrappers, AGVs, warehouse systems)
- Control system compatibility with existing plant infrastructure
Once you've mapped out these requirements, the next step is understanding what it actually costs to own and operate the equipment — not just buy it.
Total Cost of Ownership Beyond Sticker Price
Budget for these post-purchase costs:
- Installation & Commissioning: $15,000-30,000 depending on facility readiness and integration complexity
- Operator Training: Typically included in commissioning, but budget 8-16 hours per shift crew
- Spare Parts Inventory: Critical wear items (vacuum cups, drive belts, sensors) should be stocked on-site
- Service Contracts: Preventative maintenance programs reduce unplanned downtime; annual costs typically run 3-5% of equipment value

Working with a factory-certified distributor cuts both downtime risk and troubleshooting time. John Maye Company, for example, maintains 2,500+ SKUs in stock and backs a 24-hour ship guarantee on critical components — meaning a failed vacuum cup or drive belt doesn't sit on a three-day freight delay. Factory-certified technicians also commission equipment correctly the first time, something general equipment brokers rarely offer.
Sourcing the Brenton HL1000 in the Midwest: Why Your Distributor Matters
When a palletizer goes down mid-shift, the difference between a two-hour fix and a two-day shutdown often comes down to who sold you the machine. Local distributors with factory certifications, on-site parts inventory, and trained technicians deliver faster response times, less unplanned downtime, and single-point-of-contact management for complex end-of-line integrations.
John Maye Company is a factory-certified Brenton and ProMach distributor serving manufacturers across Wisconsin, Ohio, Illinois, Indiana, Michigan, Minnesota, and Iowa since 1983. As a certified distributor, John Maye Company provides:
- Manufacturer-trained technicians for proper installation, faster troubleshooting, and preventative maintenance
- 2,500+ SKUs in local stock with a 24-hour ship guarantee — no waiting on factory-direct orders
- Short-term and seasonal equipment rentals to handle volume surges without capital outlay
- Single-source project management coordinating Brenton palletizers with ProMach case packers, conveyors, and stretch wrappers
For Midwest manufacturers evaluating the HL1000, contact John Maye Company at 1-800-441-6293 or info@johnmayecompany.com to discuss your line requirements and get a configuration quote.
Frequently Asked Questions
What is the Brenton HL1000 palletizer best used for?
The HL1000 excels in medium-to-high speed production lines running 30-100+ cases per minute with consistent product formats. It delivers strongest ROI in food & beverage, household goods, and industrial manufacturing where dedicated lines justify conventional palletizer speed advantages.
How does the Brenton HL1000 differ from a robotic palletizer?
The HL1000 is a conventional inline mechanical palletizer optimized for speed and single-SKU throughput, while robotic palletizers like Brenton's RP1000 offer greater flexibility for mixed-SKU or lower-volume operations. Conventional systems deliver 2-3× higher speeds; robotic systems handle 10× more SKU variety.
What speeds can the Brenton HL1000 achieve?
The HL1000 operates at 30-100+ cases per minute depending on case size, pattern complexity, and line configuration. Actual throughput should be validated during quoting for your specific product and pallet configuration.
Can the Brenton HL1000 integrate with existing packaging lines?
Yes, the HL1000 is designed for integration with upstream case packers and downstream stretch wrappers, particularly within the ProMach ecosystem. A certified distributor handles controls integration, mechanical setup, and commissioning to ensure proper operation alongside your existing equipment.
What maintenance does the HL1000 require?
The HL1000 follows standard mechanical maintenance schedules: lubrication, belt and chain inspection, vacuum checks, and sensor calibration. Keeping wear parts stocked locally through an authorized distributor is the most effective way to minimize downtime.
How do I get a quote or demo for the Brenton HL1000 in the Midwest?
Midwest-based manufacturers should contact an authorized Brenton distributor like John Maye Company at 1-800-441-6293 or info@johnmayecompany.com. The process covers throughput analysis, product evaluation, and facility assessment to match you with the right system configuration.