The stakes are higher in chemical facilities. CSB investigations have documented incidents where improperly grounded equipment in flammable environments caused explosions. A pallet wrapper is not just end-of-line automation—it's safety-critical infrastructure that must meet ATEX or NEC zone classifications, resist chemical exposure, and deliver containment force sufficient to prevent 500-pound drums from shifting during transit.
This guide identifies pallet wrappers purpose-built for chemical plant realities: rotary arm systems that keep unstable loads stationary, conveyorized lines that eliminate operator exposure to hazardous zones, and stretch hood systems that provide six-sided vapor barriers. We'll cover the features that matter most and how to evaluate options before committing capital.
Key Takeaways
- Chemical plants need wrappers built for corrosive, heavy-load, and potentially explosive environments—standard warehouse equipment lacks the ratings these conditions demand
- Rotary arm and straddle designs prevent drum loads from spinning, eliminating tipping hazards on turntables
- Stretch hood systems seal all six sides without heat, protecting loads from weather and vapor infiltration
- Key selection criteria: ATEX/explosion-proof ratings, corrosion-resistant construction, high containment force, and puncture-resistant film compatibility
- When sourcing equipment, look for distributors offering factory-certified service, verified parts availability, and hands-on application experience in industrial settings
Why Chemical Plants Need Specialized Pallet Wrappers
Standard pallet wrappers aren't built for what chemical plants ship. A single pallet might hold four 500-lb drums of flammable solvent, a stack of 50-lb powder bags prone to shifting, or an IBC of corrosive liquid. Those load profiles demand equipment that general-purpose wrappers simply weren't designed to handle.
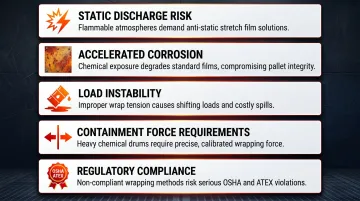
The specific hazards chemical facilities face include:
- Static discharge ignition risk: NFPA research documents approximately 90 static electricity fire incidents in industrial facilities since 2001, with many occurring during packaging operations in classified areas
- Accelerated corrosion: Chemical mists, cleaning agents, and humidity destroy standard powder-coated steel frames within 18-24 months
- Load instability: Drums and IBCs shift during wrapping on turntables, creating tip-over hazards that can rupture containers
- Containment force requirements: Heavy, irregular loads require 250%+ pre-stretch capability and high film tension to prevent in-transit failures
- Regulatory compliance: Equipment in Zone 1/Zone 2 areas must meet ATEX or NEC Class I Division 2 standards per OSHA 1910.212 machine guarding requirements
Each wrapper below was selected based on construction quality, safety certifications, and field-tested performance in hazardous environments — the factors that actually matter when a wrapping failure means a ruptured drum or a regulatory incident.
Best Pallet Wrappers for Chemical Plants
Each wrapper below was evaluated on four criteria relevant to chemical plant operations:
- Load-handling capability for chemical-specific profiles (drums, IBCs, bags, pails)
- Machine construction and safety features
- Suitability for hazardous or high-hygiene environments
- Documented industrial application data
Rotary Arm Straddle Wrapper (e.g., 4100-35FA-FSR)
Rotary arm wrappers keep the pallet stationary on the floor while the film carriage rotates around it. For heavy, unstable, or sharp-edged loads like filled 55-gallon drums or tote containers that cannot be safely spun, this is the more reliable design choice. It eliminates the weight limitations inherent in turntable systems because the load never leaves the floor.
The floor-supported design accommodates unlimited weight capacity, making it well-suited for pallets carrying multiple drums exceeding 2,000 lbs total. Oversized or asymmetric pallet configurations—common when chemical distributors consolidate partial drum orders—pose no problem. Forklift or AGV delivery doesn't disrupt the wrap cycle. The 4100-35FA-FSR model features pre-stretch capability from 33% to 313%, a Panasonic PLC touchscreen interface, and safety interlocks including emergency stops and obstruction sensors.
| Key Features | Best Chemical Plant Application | Safety / Compliance Notes |
|---|---|---|
| Stationary pallet design, floor-supported (unlimited weight capacity), 33-313% pre-stretch, Panasonic PLC controls, emergency stops, obstruction sensors | Pallets of filled drums, IBC containers, stacked chemical pails, heavy or asymmetric loads exceeding 2,000 lbs | Standard models suit non-classified zones; consult manufacturer for ATEX-rated motor options for Zone 2 areas |

Fully Automatic Conveyorized Wrapper (e.g., 6100-45-CTA)
Conveyorized wrappers integrate directly into production lines, performing film clamping, wrapping, cutting, and sealing without operator intervention. These inline systems process up to 45 loads per hour, making them essential for continuous-shift bulk chemical packaging operations.
Automatic cycles deliver consistent containment force on every pallet, which reduces in-transit load failure rates by eliminating human error. Operators remain outside chemical exposure zones during the wrap cycle. The 6100-45-CTA features triple-beam detection for automatic indexing, pneumatic film clamp/cut mechanisms, and pre-stretch ratios exceeding 300%. The system includes 5-foot infeed and exit conveyor sections with automatic pallet centering, controlled by a Panasonic FP-X PLC with HMI touchscreen.
| Key Features | Best Chemical Plant Application | Safety / Compliance Notes |
|---|---|---|
| Automatic film clamp/cut, conveyor infeed/outfeed, 33-313% pre-stretch, Panasonic PLC, triple-beam detection, automatic indexing | High-volume chemical bagging lines, automated end-of-line in bulk chemical facilities, continuous production environments processing 30+ loads/hour | Film break detection with automatic stop; verify NEMA 12 or higher electrical enclosure rating for chemical exposure areas |
Stretch Hood System
Stretch hood systems apply a tubular film hood from above, enclosing the load on all six sides without heat. Unlike shrink hoods that require propane or electric heat guns, stretch hood systems remove ignition sources entirely — a direct advantage in facilities where flammable vapors are present.
Six-sided encapsulation prevents moisture, dust, and chemical vapor infiltration during outdoor storage or cross-country transit. Transparent film maintains barcode and GHS hazmat label visibility, ensuring 49 CFR 172.406 compliance for shipping documentation. Stretch hood films are fully recyclable, supporting sustainability reporting requirements many chemical manufacturers face.
| Key Features | Best Chemical Plant Application | Safety / Compliance Notes |
|---|---|---|
| 6-sided load enclosure, no heat required, transparent film, automatic pallet recognition, fully recyclable LLDPE film | Outdoor chemical storage, pallets requiring contamination protection, GHS-labeled loads, facilities with fire risk sensitivity in adjacent areas | Absence of heat eliminates ignition sources in flammable-atmosphere zones; film recyclability supports ISO 14001 environmental compliance |
Semi-Automatic Turntable Wrapper (e.g., Flex LPD Low Profile Deluxe)
Semi-automatic turntable wrappers serve as the practical entry point for lower-volume chemical operations — where pallets are forklift-loaded and the machine handles consistent film application automatically. This style suits stable, evenly distributed loads such as bags of dry chemical powder or boxed chemical products in facilities where floor space and capital budget constrain purchasing decisions.
Powered pre-stretch up to 260% reduces film costs significantly compared to manual wrapping or non-powered systems. The low-profile deck design accommodates standard forklifts without requiring ramps. Full-surround safety guarding meets OSHA requirements. The Flex LPD handles loads up to 6,000 lbs and offers configuration upgrades including extended mast for taller loads and dual turntable capability for continuous operation.
| Key Features | Best Chemical Plant Application | Safety / Compliance Notes |
|---|---|---|
| Powered pre-stretch up to 260%, low-profile deck, 6,000 lb capacity, full-surround safety guarding, upgradeable to extended mast or dual turntable | Dry chemical powder bags, boxed chemical products, lower-volume specialty chemical operations (<20 loads/day) | Turntable machines not recommended for heavy drum loads or unstable stacks; confirm availability of powder-coated or stainless steel frame options for corrosive environments |
All-Electric Automatic Wrapper with Anti-Fall Safety Device (e.g., LP-SWA A-ARM)
All-electric wrappers eliminate pneumatic actuators entirely, removing compressed air lines, regulators, and potential leak points. In chemical plants where air quality monitoring and explosion-proof pneumatic components add compliance complexity, this simplification directly reduces both maintenance overhead and contamination risk.
No pneumatic infrastructure means fewer failure points and simplified maintenance protocols in regulated environments. The A-Arm anti-fall safety device prevents the film carriage from dropping during operation — directly relevant when wrapping chemical loads where equipment failure could create spill or exposure hazards. The LP-SWA handles loads up to 48″ × 48″ × 70″ with 33-313% pre-stretch capability.
| Key Features | Best Chemical Plant Application | Safety / Compliance Notes |
|---|---|---|
| All-electric (no pneumatics), anti-fall safety device, 33-313% pre-stretch, automatic film clamping, low-profile design | Chemical plants eliminating pneumatic infrastructure, facilities with strict maintenance reduction programs, clean-room adjacent packaging areas | Verify availability of NEMA 12 or wash-down rated electrical enclosures for chemical hygiene requirements; consult manufacturer for sealed enclosure options |
Key Features to Look For in a Pallet Wrapper for Chemical Plants
Corrosion-Resistant Machine Construction
Chemical plant atmospheres expose equipment to acidic vapors, alkaline mists, cleaning chemicals, and humidity that corrode standard steel frames in 18-24 months. Specify stainless steel frames, powder-coated components with enhanced thickness, and IP54 or higher electrical enclosures.
Ask suppliers whether corrosion-resistant construction is standard or requires upgrade pricing. Many manufacturers offer stainless steel turntable variants specifically for pharmaceutical and chemical applications, such as Robopac's Stainless Steel Rotoplat 708.
Critical questions to ask:
- Is the frame stainless steel or powder-coated steel?
- Are electrical enclosures rated NEMA 12 or higher?
- Do exposed components use corrosion-resistant fasteners?
ATEX or Explosion-Proof Motor Ratings
Facilities handling flammable chemicals—solvents, aerosols, petrochemicals—may have Zone 1 or Zone 2 classified areas where standard electric motors can ignite vapor-air mixtures. ATEX (European) and NEC Class I Division 1/2 (North American) classifications define equipment requirements for these environments.
Zone 1 areas require explosion-proof motors and sealed electrical components. Zone 2 areas allow equipment that does not produce sparks or excessive heat during normal operation.
Robopac explicitly offers ATEX-compliant stretch wrappers for chemical and pharmaceutical applications. Consult your facility safety officer or an ATEX-certified distributor to determine zone classifications for your specific plant layout before selecting equipment. Installing non-rated equipment in classified zones violates NFPA 497 standards and exposes your facility to regulatory penalties and insurance risk.
High Containment Force for Heavy and Irregular Loads
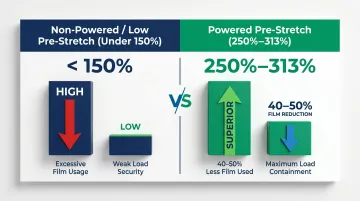
Chemical pallets routinely include 500-lb drums, multi-compartment IBCs, or mixed-weight stacks with significant center-of-gravity variation. Machines must apply and maintain consistent containment force across these load types to prevent shifting during forklifting, loading, or transit vibration. Research from packaging equipment manufacturers shows powered pre-stretch systems exceeding 250% deliver superior containment while reducing film consumption by 40-50% compared to non-powered systems.
Key specifications:
- Powered pre-stretch minimum: 250%
- Variable wrap force settings for different load weights
- Programmable wrap patterns for top/bottom load reinforcement
Film Compatibility with Chemical Load Types
Chemical pallets present sharp drum rims, protruding valve assemblies, and load heights varying from 40″ to 90″—all of which puncture standard 80-gauge stretch film. High-puncture-resistance films meeting ASTM D5748 standards, high-gauge options (115-gauge+), or nano multi-layer films provide necessary durability. Test film selection in combination with machine pre-stretch settings before committing to inventory purchases.
Multi-layer films can reduce total plastic usage while maintaining puncture resistance, cutting material costs 15-25% compared to single-layer high-gauge alternatives. John Maye Company carries SteelFlex multi-layer stretch film in 80, 90, and 115-gauge options specifically engineered for puncture resistance on industrial loads.
Safety Interlocks and Operator Protection
Chemical plant environments add a second layer of risk beyond standard machinery hazards—operators face potential exposure to hazardous residue on drums and IBCs in addition to moving equipment. Essential safety features include:
- Perimeter guarding meeting OSHA 1910.212 requirements
- Light curtains or safety mats triggering automatic stop
- Film break detection with immediate cycle termination
- Anti-fall devices preventing carriage drops
- Emergency stop buttons within 6 feet of all operator positions
Verify that each wrapper you evaluate carries CE or UL certification. Genesis Futura 40 models include CE Safety Category 3 certification and UL 508A compliance, documenting third-party verification of safety system design.
How We Chose the Best Pallet Wrappers for Chemical Plants
This list was built around real chemical plant operating conditions—not general manufacturing benchmarks. Machines were evaluated on their ability to handle chemical-specific load profiles (drums, IBCs, hazardous powder bags), construction suitability for corrosive or potentially flammable environments, and comprehensive safety feature sets.
Common mistakes buyers make:
- Selecting the cheapest turntable model without considering load stability for drum pallets—resulting in tip-overs and damaged product
- Overlooking ATEX requirements until after installation, forcing costly retrofits or equipment replacement
- Underspecifying pre-stretch capability, leading to excessive film consumption that erodes ROI
- Ignoring service availability, discovering too late that the nearest certified technician is 200+ miles away

Additional evaluation factors weighted heavily:
- Pre-stretch performance and film efficiency: 300% pre-stretch reduces film costs by $3,000–$5,000 annually for facilities wrapping 50+ loads daily—a meaningful saving in high-volume chemical operations.
- Automation level relative to throughput: Over-automating low-volume operations wastes capital. Under-automating high-volume lines creates labor bottlenecks and inconsistent wrap quality.
- Ease of maintenance in chemically demanding environments: Pneumatic components and exposed electronics degrade faster in chemical plants. All-electric designs can significantly reduce maintenance frequency compared to pneumatic counterparts.
Access to local service support: Parts availability and technician response time directly affect total cost of ownership. John Maye Company carries 2,500+ SKUs with a 24-hour ship guarantee and factory-trained technicians across the Midwest. In chemical facilities, where unplanned downtime carries compliance consequences as well as financial ones, that service infrastructure matters.
Conclusion
Selecting a pallet wrapper for chemical plant operations is a safety-critical decision that demands attention to hazard classifications, load-specific engineering, and long-term durability in corrosive environments. The right equipment prevents accidents, ensures regulatory compliance, and delivers consistent load containment that protects both product integrity and worker safety.
That decision starts with knowing your operation. Before finalizing a machine choice, assess your plant's specific zone classifications, primary load types, daily throughput requirements, and in-house maintenance capabilities. Renting or leasing first is worth considering — it lets you validate wrapper performance in your actual environment before a full purchase commitment. John Maye Company offers all three acquisition paths: purchase, lease, and rental.
John Maye Company has served Midwest manufacturers since 1983, including chemical operations with specialized packaging requirements. Their factory-certified technicians can assess your facility's specific needs and recommend equipment matched to your zone classifications and load profiles.
Contact their team at 1-800-441-6293 or info@johnmayecompany.com to discuss your application.
Frequently Asked Questions
How much does an automated pallet wrapper cost?
Automated pallet wrapper prices range from $15,000–$25,000 for semi-automatic turntable models to $50,000–$150,000+ for fully automatic conveyorized systems. Film savings of 30–50% and labor reduction typically justify the investment within 12–18 months — a full cost of ownership breakdown can help make the case. Leasing and rental options also lower the upfront barrier.
What is a pallet wrapper called?
Pallet wrappers are also called stretch wrappers, stretch wrap machines, or pallet stretch wrapping machines. These terms refer to the same equipment category used to apply stretch film around palletized loads to secure them for storage or transport.
What material is pallet stretch wrap?
Pallet stretch wrap is typically made from LLDPE (Linear Low-Density Polyethylene), a flexible and highly stretchable plastic. For chemical plant applications, high-puncture-resistance or nano multi-layer films meeting ASTM D5748 standards are preferred due to sharp drum edges and heavier load weights.
Can pallet wrappers be used in hazardous or flammable chemical environments?
Standard pallet wrappers are not rated for classified hazardous areas. Facilities with Zone 1 or Zone 2 ATEX classifications or NEC Class I Division 1/2 areas require explosion-proof or ATEX-rated motor variants. Plant safety officers should be consulted to determine zone classification before selecting equipment.
What type of stretch film works best for chemical pallet loads?
High-puncture-resistance, high-gauge (115+), or nano multi-layer LLDPE films are recommended for chemical pallets with drums or sharp edges. Pair these with a machine capable of 250%+ pre-stretch to maximize containment force and cut film consumption by 30–50%.
How often should pallet wrapping equipment in a chemical plant be serviced?
Standard preventive maintenance covers daily sensor and roller checks, weekly lubrication, monthly wear-part inspections, and quarterly full-system reviews. Chemical environments accelerate component wear, so full-system servicing every 3–4 months is advisable — versus the 6-month standard in general manufacturing.


