Lift tables solve this by mechanically raising and lowering heavy loads to a comfortable working height—eliminating the need to lift from floor level or reach overhead. In high-throughput kitchen environments, this translates to fewer injuries, faster prep cycles, and reduced staff turnover from chronic strain.
Key Takeaways
- Lift tables raise or lower heavy loads to ergonomic working height, cutting injury risk and improving kitchen workflow
- Key selection criteria: load capacity, stainless steel platform, travel height range, and food-safe construction
- Leading brands: Southworth, Vestil, Presto Lifts, Pentalift, and Autoquip — each suited to different kitchen configurations and load requirements
- Match the lift to your use case: ingredient handling, pot positioning, or floor-to-floor transport
- John Maye Company (Waukesha, WI) provides spec guidance, brand selection support, and service for commercial kitchen lift table buyers across the Midwest
Overview of Lift Tables in Commercial Kitchens
A lift table is a powered platform device—typically using a scissor mechanism—that raises loads to a set working height. Unlike dumbwaiters (which travel between floors in a fixed shaft) or conveyor systems (which move loads horizontally), lift tables position material at a single workstation for a comfortable working height.
Commercial kitchens present unique challenges:
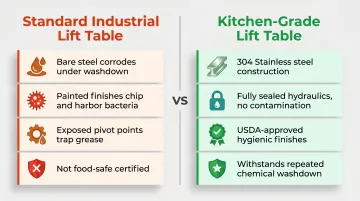
- Daily washdowns corrode bare metal fast — materials must resist moisture without degrading
- Smooth, gap-free surfaces are non-negotiable where food debris accumulates in pivot points and seams
- Floor space is tight, so footprint and access angles matter more than in open warehouse settings
- Loads vary widely — bulk flour sacks, 40-quart mixers, cambro containers, and full sheet pan racks all demand adaptable capacity
Standard industrial lift tables often fail in these environments. Bare steel corrodes within months under daily cleaning. Painted finishes chip and harbor bacteria. Exposed pivot points trap grease and food particles. Kitchen-grade lift tables address all of this directly: stainless steel construction, sealed hydraulics, and USDA-approved finishes that hold up to repeated chemical washdowns without compromising food safety.
Knowing what separates a kitchen-rated unit from a standard industrial table makes it easier to choose the right one. The options below are evaluated on exactly that — material standards, load handling, and how well each holds up in real kitchen conditions.
Best Lift Tables for Commercial Kitchens
Each manufacturer below was evaluated against the criteria that matter most in a commercial kitchen environment:
- Load capacity range
- Construction material (stainless steel preferred)
- Height range and lowered entry height
- Food environment suitability (washdown, sanitation compliance)
- Manufacturer reputation for parts and service availability
Southworth Products
Southworth is a U.S. manufacturer with decades of experience in ergonomic lift equipment. Their lift tables are widely specified in food processing and commercial kitchens due to washdown-duty configurations with stainless steel platforms and sealed components. The company's Backsaver and LS-Series models are designed to eliminate repetitive-lift injuries common in busy kitchens, and their domestic manufacturing ensures strong parts and service availability.
Differentiators:
- Washdown-resistant builds with USDA-approved corrosion-resistant cylinder finishes
- Stainless steel platform options across multiple series
- Load capacities from 2,000 to 12,000 lbs
- Advanced safety features: velocity fuses, upper/lower travel limit switches, pressure relief valves
| Feature | Specification |
|---|---|
| Load Capacity | 2,000 to 12,000 lbs (Backsaver: 2,000–6,000 lbs; LS-Series: 2,000–12,000 lbs; Stainless models: 2,000–4,400 lbs) |
| Platform & Construction | Stainless steel platforms available; USDA-approved corrosion-resistant finishes; optional NEMA 4 motors for wet environments; platforms up to 72" × 96" |
| Best Use Case | Ingredient staging at prep stations, pot handling, bulk bin positioning in walk-in coolers, and any wet or washdown environment requiring sanitary construction |
Vestil Manufacturing
Vestil is one of North America's largest material handling equipment manufacturers, offering an extensive line of scissor lift tables at accessible price points. Their products appear across food manufacturing and commercial kitchen settings, and their catalog ranges from manual pump models to electric-hydraulic units.
Differentiators:
- Broad catalog with load capacities from 1,000 to 12,000 lbs
- Partially stainless steel (PSS) models designed specifically for washdown and corrosive environments
- Competitive pricing makes them a common choice for kitchens needing reliable lifting without custom engineering
- Quick-ship models available for faster lead times
| Feature | Specification |
|---|---|
| Load Capacity | 1,000 to 12,000 lbs (EHLT series); low-profile models (EHU/EHE) range from 1,200 to 3,000 lbs |
| Platform & Construction | Partially stainless steel (PSS) models confirmed for 1,000–4,000 lb capacities; platforms from 24" × 48" to 72" × 144"; lowered heights as low as 3.5" |
| Best Use Case | Loading dock ingredient receiving, walk-in cooler stock rotation, pallet-to-counter transfers, and applications requiring cost-effective stainless options |
Presto Lifts (ECOA Industrial)
Presto Lifts, part of ECOA Industrial, is a U.S. manufacturer known for ergonomic lift tables and tilt positioners. Their product line covers mid-to-heavy duty lifting in food processing plants and commercial kitchens.
Differentiators:
- Floor-height (XZ Series) models with 3/8" lowered height—eliminates ramps and allows direct pallet jack access
- Load capacities up to 6,000 lbs in standard floor-height models; 8,000–12,000 lbs in ECOA HH heavy-duty series
- Custom modifications available (including potential stainless top plates on request)
- Extended vertical travel models reach heights up to 356"
| Feature | Specification |
|---|---|
| Load Capacity | XZ Series: 2,000 to 6,000 lbs; ECOA HH Series: 8,000 to 12,000 lbs |
| Platform & Construction | Pan-style platforms with 3/8" lowered entry height; stainless top plates available as custom modifications; platforms range from 44" × 48" to 48" × 102" |
| Best Use Case | Rolling ingredient carts from floor to counter height, dishroom pan handling, pot-lifting stations, and applications requiring ultra-low entry without ramps |
Pentalift Equipment Corporation
Pentalift is a Canadian manufacturer specializing in custom-engineered scissor lift tables and dock equipment. Food processing facilities and commercial kitchens regularly choose Pentalift for projects requiring non-standard dimensions or hygiene-focused construction.
Differentiators:
- Strong custom engineering capability for food-grade applications
- 100% stainless steel construction available (not just stainless platform tops)
- Smooth-weld construction designed for easy sanitization
- Compliance with "applicable sanitary regulations for food and pharmaceutical production" (though not NSF-certified by standard number)
| Feature | Specification |
|---|---|
| Load Capacity | Up to 4,000 lbs (100% stainless double scissor); 3,000 lbs (stainless quadruple scissor); custom heavy-duty models up to 10,000 lbs |
| Platform & Construction | 100% stainless steel builds with checker plate decks; smooth welds for sanitation; platforms sized to application (case study: 50" × 68") |
| Best Use Case | Custom-height prep stations, food processing facilities with strict sanitation protocols, and applications requiring full stainless construction for frequent washdown |
Autoquip Corporation
Autoquip is a U.S.-based manufacturer of vertical reciprocating conveyors (VRCs), scissor lifts, and custom material handling systems. In multi-story restaurants, hotels, and institutional kitchens, their food lifts and VRCs move loaded carts or trays between floors. This positions them between a standard lift table and a full dumbwaiter in both capability and cost.
Differentiators:
- Multi-floor capability: VRCs travel up to 100 feet vertically with multiple stop positions
- Load capacities from 3,000 lbs (Freightlite hydraulic VRC) to 20,000+ lbs (mechanical 4-post VRC)
- Stainless steel configurations available for food and pharmaceutical clean room applications
- ASME B20.1 compliant (conveyor standard, not elevator standard—different regulatory path than dumbwaiters)
| Feature | Specification |
|---|---|
| Load Capacity | Hydraulic Freightlite VRC: up to 3,000 lbs; Mechanical 4-Post VRC: 6,000 to 20,000+ lbs |
| Platform & Construction | Stainless steel builds available for food environments; platform sizes custom to application; travel distances from 10 feet to 100+ feet |
| Best Use Case | Multi-floor hotel kitchens, hospital food service, banquet facilities requiring floor-to-floor ingredient or tray transport, and operations needing heavy-duty vertical conveyance |
How We Chose the Best Lift Tables for Commercial Kitchens
Selections were assessed on five key criteria:
- Load capacity relative to common commercial kitchen loads (stock pots, bulk bins, sheet pan racks)
- Material and construction quality for wet, sanitary environments (stainless steel, sealed components, corrosion resistance)
- Height range and platform size practicality for kitchen workflows
- Manufacturer reputation and parts/service availability in North America
- Food safety compliance — stainless options, cleanable surfaces, and USDA-approved finishes

Common buyer mistakes:
- General industrial lift tables often lack material compatibility verification — bare steel corrodes rapidly in wet kitchens
- A full sheet pan rack with 18 pans can exceed 200 lbs — underestimating load capacity is a common and costly mistake
- Platform access height gets overlooked — low-profile entry (under 4") matters when rolling carts directly onto the platform
- Floor space and power supply constraints need to be confirmed upfront — verify electrical service availability before ordering
Midwest food service operators can also benefit from working with a distributor that knows the compliance side. John Maye Company has supplied lift tables to food and beverage operations across Wisconsin and the Midwest since 1983, including USDA-compliant stainless steel models built for washdown environments.
Conclusion
The right lift table for a commercial kitchen balances load capacity, hygienic construction, height range, and ease of cleaning. Brand reputation matters less than whether the spec actually fits your workflow.
A 12,000-lb industrial scissor lift is overkill for a prep station handling 50-lb ingredient bins. Equally, a 2,000-lb model will fail at a loading dock receiving 500-lb flour pallets. Match capacity to your real use case first.
Before finalizing a purchase:
- Evaluate total cost of ownership beyond purchase price: factor in maintenance intervals, parts availability, and expected service life
- Verify stainless steel construction or USDA-approved finishes if the table will face daily washdown
- Choose models with enclosed hydraulic systems and accessible components to minimize downtime
Commercial kitchens across the Midwest can reach out to John Maye Company for lift table recommendations matched to your food service workflow. Contact at info@johnmayecompany.com or 1-800-441-6293.
Frequently Asked Questions
What are the different types of lift tables?
The main types are scissor lift tables (hydraulic, pneumatic, or electric), tilt-top positioners (for angled access), low-profile/roll-on lifts (with entry heights under 4"), and vertical reciprocating conveyors (VRCs) for multi-floor travel. In commercial kitchens, scissor lifts and low-profile models are most common for single-station ergonomic positioning, while VRCs handle floor-to-floor transport.
What is a restaurant food elevator called?
A food elevator goes by two names depending on design and governing code: a dumbwaiter (ASME A17.1, limited to ~500 lbs and 9 sq ft) or a vertical reciprocating conveyor (VRC) (ASME B20.1, no code-imposed capacity or size limit). VRCs are the better fit for heavy loads and oversized platforms.
What are the alternatives to a lift table?
Practical alternatives include pallet jacks (manual horizontal transport), tilt carts (angled access without vertical travel), dumbwaiters (enclosed floor-to-floor lifts), motorized cart lifters, and adjustable-height workstations. Alternatives work best when vertical travel distance is minimal or floor space is extremely limited.
How much weight can a commercial kitchen lift table hold?
Most standard models handle 1,000 to 6,000 lbs. Light-duty units (1,000–2,000 lbs) cover prep station tasks; heavy-duty models (8,000–12,000 lbs) suit bulk ingredient pallets or loaded sheet pan carts. Always build in a safety margin by specifying a table rated at least 25% above your heaviest load.
Do lift tables in commercial kitchens need to be NSF certified?
NSF certification (NSF/ANSI 2 or 51) applies to surfaces that directly contact food — prep tables, cutting boards, cookware. Lift tables used to support equipment or transport loads generally don't require it, but stainless steel construction and cleanable surfaces are still essential. Confirm specifics with your local health department.
How do I choose the right lift table for my commercial kitchen?
Define four parameters first: load weight and type, required lift height (floor to counter is typically ~36"), platform footprint, and power source (electric, pneumatic, or spring). Then match those specs to a unit with stainless or food-grade construction. A distributor with food service experience — like John Maye Company — can help you narrow the field quickly.