Introduction
Packaging, warehousing, and manufacturing facilities rely on powered roller conveyors as the backbone of product flow. Choose the wrong system, and you'll face bottlenecks, unplanned downtime, and costly retrofits that can halt production for days.
The stakes are real: unplanned downtime costs manufacturers $50B+ annually, with automotive facilities losing up to $2.3 million per hour. The conveyor system you select directly affects how often you're staring at a stopped line.
For Midwest operations, Omni Metalcraft and Ashland Conveyor both appear frequently on powered roller shortlists. But they engineer for different environments, scales, and throughput demands — and the wrong fit shows up in maintenance budgets and efficiency losses within the first year.
Here's what plant managers and procurement teams actually need to know before signing a purchase order.
Key Takeaways
- Omni Metalcraft suits heavy-duty, high-throughput lines — automotive, food processing, and continuous industrial runs
- Ashland excels at modular, reconfigurable setups for packaging, e-commerce fulfillment, and flexible operations
- Key differences center on load capacity, build configuration, and application environment
- Neither system is universally "better": the right choice depends on line speed, product weight, floor layout, and configurability needs
- Midwest operations benefit from working with a manufacturer-trained distributor like John Maye Company to match specs to application before purchase
Omni Metalcraft vs. Ashland Powered Roller Conveyor: Quick Comparison
The five categories below cover the specs that matter most for conveyor selection: load capacity, drive type, frame construction, configuration options, and warranty terms. Use this as a side-by-side reference before diving into the detailed analysis.
Load Capacity
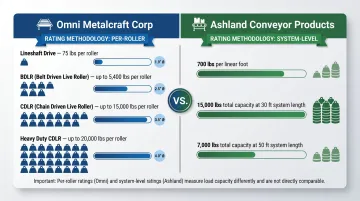
Omni Metalcraft publishes per-roller and per-product ratings across its full product line:
- Lineshaft: 15 lbs per roller; 75 lbs max per product
- Belt Driven Live Roller (BDLR): 650 lbs to 5,400 lbs depending on motor (½ HP to 2 HP)
- Chain Driven Live Roller (CDLR): 1.9" roller handles 1,500 lbs; 2.5" roller handles 3,500 lbs; 3.5" roller handles 6,000–10,000 lbs; 4" roller handles 15,000 lbs
Ashland rates capacity at the system level rather than per roller:
- CDLR Model CDLR17F: 700 lbs per foot maximum live load (supports on 5' centers)
- Total system capacity: 15,000 lbs at 30' length; 7,000 lbs at 50' length
- Per-roller ratings not published; capacity varies by system length and drive position
Drive Mechanism
Omni Metalcraft offers four powered roller drive types:
- Lineshaft Driven (LS): 1" steel shaft with 2" Delrin drive spools, 3/16" urethane belts
- Belt Driven Live Roller (BDLR): Trackmate 120 belt with underhung end, center, or shaft mount drives
- Chain Driven Live Roller (CDLR): Roller-to-roller chain with sprockets; chain sizes #40 through #100
- MDR (Motorized Drive Roller): Referenced in Quick Switch MDR Divert Table applications
Ashland Conveyor offers three powered configurations:
- Chain Driven Live Roller (CDLR): Roll-to-roll chain driven with drive and slave unit setup
- RigidPro: Modular live-roller powered system with smart control technology; three modes (Zero Pressure Accumulation, Slug, Transportation)
- Power Belt: Roller bed and slider bed variants (not strictly powered roller, but part of powered line)
Frame & Build Material
Omni Metalcraft uses 12 ga galvanized steel formed channel across its standard line:
- Lineshaft: 5-½" high × 1-½" flange × 12 ga galvanized steel formed channel
- BDLR Straight: 6-½" high × 1-½" flange × 12 ga galvanized steel formed channel
- BDLR Curve: 8" high × 1-½" flange × 12 ga galvanized steel formed channel
- CDLR: Structural channel (5×6.7# through 10×15.3#) for welded; formed channel for bolt-together
Ashland's CDLR Model CDLR17F steps up to 8 ga steel channel frame with 1.9" × 9 ga steel rollers — a heavier gauge than Omni's standard 12 ga formed channel.
Configurability
Omni Metalcraft builds to order, covering a range of layout types:
- Custom configurations available: curves, spurs, accumulation zones
- Lineshaft: straight, curve, straight spur
- BDLR: straight, curve, straight spur, curve spur
- CDLR: straight and curve
- Lead times vary by configuration complexity
Ashland leads with modularity as its primary differentiator:
- CDLR available in 5' and 10' sections with drive and slave units
- RigidPro is designed as a modular system configurable for flexible layouts and extensions
- Non-drive slave units extend system length up to 50'
- Gravity roller sections use hook-and-rod (HR) and butt plate (BP) couplers; compatibility with powered variants is not confirmed in Ashland's published specs
Warranty
Omni Metalcraft publishes clear warranty terms in its technical documentation:
- One year or 2,080 hours of use, whichever is sooner, from date of shipment
- Covers defects in workmanship and material when properly installed, operated, and maintained
- Remedy is repair or replacement at Omni's option
Ashland's warranty terms are not available on public-facing pages — their FAQ directs users to a separate warranty document. Specific coverage terms and duration were not confirmed at time of writing.
What is an Omni Metalcraft Powered Roller Conveyor?
Omni Metalcraft is a Michigan-based, Made-in-USA manufacturer with over 40 years of material handling experience. Their powered roller conveyors are engineered for demanding, continuous-use production environments where load capacity and system durability drive performance.
Founded in 1976 and headquartered in Alpena, Michigan, Omni manufactures from their Michigan facility supplemented by a network of manufacturing partners. Their powered roller systems target operations where roller failure or downtime directly impacts production targets.
Core Operational Benefits:
- Heavier construction and higher load ratings reduce roller failure rates in high-throughput lines
- Lower long-term maintenance frequency compared to lighter-duty alternatives
- Seamless integration with upstream/downstream powered systems in complex layouts
- NEMA 4/4X and NEMA 7/9 control enclosures support washdown and explosion-proof environments
Omni offers four distinct powered roller drive types, each targeting a specific load range and application:
Lineshaft (LS)
- 1.4" and 1.9" diameter rollers (18 ga and 16 ga galvanized)
- One motor powers up to 100' of conveyor
- Speed range: 25-120 FPM
- Motors: ½ HP to 2 HP
- Configuration options: straight, curve, straight spur
Belt Driven Live Roller (BDLR)
- 1.9" diameter rollers × 16 ga galvanized
- Trackmate 120 belt with underhung end, center, or shaft mount drives
- Speed: 30-120 FPM
- Motors: ½ HP to 2 HP
- Best for accumulation, feed lanes for palletizing, packaging, and assembly
- Configuration options: straight, curve, straight spur, curve spur
Chain Driven Live Roller (CDLR)
- Roller sizes: 1.9" to 4" diameter
- Chain sizes: #40 to #100
- Speed: up to 150 FPM (straights), 80 FPM (curves)
- Motors: up to 5 HP
- Applications: palletizing, filling, load staging, robotic cells, stretch wrapping, strapping, transportation
MDR (Motorized Drive Roller)
- Featured in Quick Switch MDR Divert Table
- Poly-ribbed rollers for motorized drive applications
Speed Control & Automation:
- AC Variable Speed Drives: up to 20 HP, 10:1 speed ratio (up to 5 HP)
- DC Variable Speed Drives: up to 2 HP, 10:1 speed ratio
- Zero Pressure Accumulation Sensors available
Use Cases of Omni Metalcraft Powered Roller Conveyors
Omni Metalcraft powered roller systems fit high-volume manufacturing lines that can't tolerate conveyor downtime. Typical deployments include automotive parts assembly, food and beverage packaging, heavy-carton fulfillment, and distribution center staging.
Dominant Industries:
- Automotive/EV manufacturing
- Food and beverage (drum handling, packaging)
- Building materials (cement)
- Battery manufacturing
- General manufacturing (tube manufacturing, specialty tooling)
- AGV/robotics integration
Documented Application — EV Battery Build System:
In an automated robotic EV battery assembly operation, Omni delivered custom-built Chain Driven Live Roller (CDLR) systems with cylinder-actuated level-lift chain transfers for start-to-finish battery assembly.
Project specifics:
- Load range: 300 lbs to 3,500 lbs per product
- Heavy-duty rollers with soft nitriding process for extended wear
- Custom end-stops and funnel-guides for robot pick zones
- Laser cutouts for photo-eye vision integration
- Provisions for sensor and control integration
- Throughput increased for build-to-order production, with consistent accuracy at every robotic interface point

For buyers running mixed-load or high-precision lines, this case study shows what Omni's CDLR systems can handle at the upper end of their capacity range.
What is an Ashland Conveyor Powered Roller System?
Ashland Conveyor Products, a ProVeyance Company, has manufactured conveyor systems in Ashland, Ohio since 1978. Their powered roller systems are built around configurability and accessibility as design priorities — well suited for operations that need to adapt layouts, expand capacity incrementally, or start with lower capital investment.
Core Operational Benefits:
- Modular architecture reduces reconfiguration time when production lines change
- Accessory ecosystem (stops, guards, gates) extends system functionality without major capital outlay
- Lower entry cost supports phased expansion for growing operations
- Drive and slave unit configuration allows system extension up to 50' without full rebuild
Product Configurations:
Ashland offers three powered conveyor types, each targeting a different operational need — from heavy-duty fixed lines to portable seasonal capacity.
Chain Driven Live Roller (CDLR): Built for heavier loads on fixed lines. Roll-to-roll chain drive with drive and slave unit options. Key specs:
- Effective widths: 27" and 51"; lengths: 5' and 10' sections
- Roller centers: 4" and 5"
- Model CDLR17F: 8 ga steel frame, 1.9" × 9 ga rollers, 1 HP motor, 30 FPM
- Non-drive slave units extend system reach up to 50'
RigidPro: A modular live-roller system for fixed installation with three operating modes — Zero Pressure Accumulation (ZPA), Slug, and Transportation. Supports straight, curved, merge, and transfer configurations. Connects to the ProFlex system for hybrid setups and is designed for trailer loading/unloading applications.
ProFlex:
- Flexible, extendable powered live-roller system
- Portable design with smart controls and ZPA mode
- Best fit for temporary or seasonal conveyor capacity needs
Modular Design Documentation:
Ashland's CDLR is available in 5' and 10' sections, with non-drive slave units extending length without adding motors. According to Ashland's RigidPro product documentation, RigidPro is designed to be "custom configured for flexible layouts and extensions" and "easily updated and expanded as requirements grow."
That expandability carries through to the accessory ecosystem, which rounds out system functionality without requiring capital-intensive rebuilds.
Accessory Ecosystem:
- Stops: fixed, top-mounted, end-mounted, hand-operated, dead plates
- Guards: fixed and adjustable; 2" angle for 2-½" or 3-½" channels
- Gates, kneebraces, pop-out rollers, support parts, roller brackets, skatewheels, ball transfers
Use Cases of Ashland Powered Roller Conveyors
Ashland powered roller systems fit packaging and fulfillment environments where floor layouts change seasonally or as product SKUs shift — e-commerce order picking lines, light manufacturing workstation transfers, packaging lines handling cartons, bags, or totes in the light-to-medium weight range.
Dominant Industries:
- Logistics and distribution (trailer loading/unloading)
- Heavy industrial (pallets, skids, containers via CDLR)
- Warehouse and order fulfillment
- Package handling (cartons, totes, cases)
- Material handling and factory automation
Documented Application — RigidPro for Flexible Installation:
Ashland developed RigidPro based on customer requests for a fixed installation system with similar operating features to their portable ProFlex line. RigidPro operates standalone or connects to ProFlex for trailer loading/unloading.
Application benefits:
- Ashland positions the system around strong ROI and low maintenance costs, though no specific figures are published
- Supports operations where layout flexibility is as important as throughput
- Allows phased expansion without full system replacement
While Ashland doesn't publish detailed case study metrics, the product line is built around modularity and accessibility for operations prioritizing adaptability over maximum load capacity.
Omni Metalcraft vs. Ashland Powered Roller: Which One Should You Choose?
The decision between Omni Metalcraft and Ashland hinges on four operational variables: (1) product weight and throughput volume, (2) whether your layout is fixed or subject to change, (3) industry compliance requirements, and (4) total cost of ownership vs. upfront capital budget.
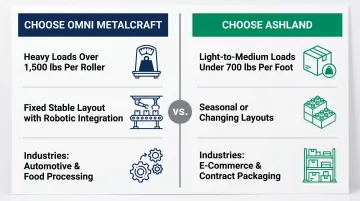
Choose Omni Metalcraft if:
Your operation runs heavy loads continuously:
- Products exceed 1,500 lbs per roller
- Your line handles automotive components, industrial pallets, or heavy drums
- Per-roller capacity matters more than modularity
Your line layout is stable and designed for long-term production:
- Fixed production cells with robotic integration
- High-volume manufacturing where reconfiguration is rare
- You need a system that integrates directly with other heavy-duty powered segments
When durability and capacity are the priority, Omni's specs back it up: CDLR systems rated 6,000–15,000 lbs per roller, ASME B20.1-2000 and CEMA compliance, NEMA 4/4X washdown enclosures for food-grade environments, and variable speed drives up to 20 HP.
Example scenario: An automotive parts manufacturer moving engine blocks between assembly stations needs a conveyor that handles 3,500+ lbs per product, integrates with robotic pick zones, and runs 16+ hours daily. Omni's CDLR with 3.5" rollers and custom end-stops fits this profile.
Choose Ashland if:
Your operation handles light-to-medium loads:
- Products under 700 lbs per foot
- Cartons, totes, cases, or bags
- E-commerce fulfillment with varied SKU sizes
Your line configurations change seasonally or as product mix shifts:
- Packaging lines that reconfigure for different products
- Operations scaling incrementally without full capital commitment
- Temporary or portable conveyor needs (ProFlex)
Reconfiguration flexibility is built into Ashland's design: 5' and 10' modular sections with drive and slave units, RigidPro's three operating modes (ZPA, Slug, Transportation), and an accessory ecosystem for quick layout changes.
Example scenario: An e-commerce fulfillment center handles 100-150 cartons per minute with seasonal peaks requiring line extensions. Ashland's modular CDLR sections allow quick reconfiguration, and the lower capital outlay supports phased expansion.
Midwest-Specific Considerations
Once you've matched load and flexibility requirements to a platform, geography adds another filter. For Midwest packaging and manufacturing operations, the decision typically depends on production stage:
- Omni Metalcraft tends to win in established, high-volume fixed-line environments — automotive plants in Michigan, food processing facilities in Wisconsin, heavy industrial operations in Ohio
- Ashland fits well in scaling or flexible operations — growing e-commerce fulfillment centers, contract packagers handling multiple clients, operations with seasonal throughput variation
Working with a distributor who carries both systems and understands your facility's specific throughput, load, and layout requirements prevents costly mismatches. John Maye Company's 40+ years of packaging equipment expertise and manufacturer-trained knowledge across conveyor systems adds direct value here for Midwest operations evaluating both. Their team can help align specs to application before purchase, reducing the risk of bottlenecks or system underperformance.
Conclusion
Omni Metalcraft and Ashland powered roller conveyors serve meaningfully different operational profiles. Omni delivers high-capacity, durability-first systems for heavy-duty manufacturing environments. Ashland provides modular, scalable, flexibility-first solutions for packaging and fulfillment operations.
There's no universal right choice here. The better fit depends on your actual load weights, facility layout, and throughput demands — so evaluate both against your specific conditions before committing.
Choosing the wrong system affects more than upfront cost. Mismatched equipment drives higher maintenance frequency, unexpected downtime, and limited flexibility when production requirements shift.
For sourcing and specification support on the right powered roller conveyor system for Midwest operations, reach out to John Maye Company at +1 262-547-5551 or info@johnmayecompany.com.
Frequently Asked Questions
What is the most common type of conveyor?
Belt conveyors and roller conveyors (both gravity and powered) are the most widely used types in manufacturing and warehousing. Powered roller conveyors are especially prevalent in packaging, distribution, and assembly line applications where controlled product flow is essential.
What is a powered roller conveyor used for?
Powered roller conveyors move products at controlled speeds using motorized rollers or a drive belt. They're standard equipment in packaging lines, order fulfillment centers, assembly operations, and distribution workflows where consistent, automated product flow matters.
How does a powered roller conveyor differ from a gravity roller conveyor?
Gravity roller conveyors rely on slope or manual push and carry no energy cost. Powered roller conveyors use motors to move products at controlled speeds on flat or inclined surfaces, making them the better choice when throughput, accumulation, or precise metering are required.
Which powered roller conveyor is better for heavy manufacturing environments?
For high-throughput, heavy-load manufacturing environments, Omni Metalcraft's powered roller systems are generally the stronger fit. Their heavier construction, higher load ratings (up to 15,000 lbs per roller), and track record in automotive and industrial applications make them ideal for demanding production lines.
What should I look for when buying a powered roller conveyor?
Focus on load capacity per roller, drive mechanism type (lineshaft, chain, belt, or MDR), and frame material — particularly if food-grade or washdown compliance is required. Also evaluate configurability, warranty terms, and parts availability. An experienced distributor can confirm the specs match your specific application.
Can powered roller conveyors be integrated with other conveyor systems?
Yes, powered roller conveyors are routinely integrated with belt conveyors, gravity sections, and automated sorting systems. Proper integration depends on matching speeds, heights, and load transfer points, which is why working with an experienced distributor or systems integrator is recommended.